Download
1 / 41
410 likes | 627 Views
QMI inviterer til en presentasjon av PTFE metallbehandling for løsninger på:. Problemer med lavt svovelinnhold i drivstoff Smøreoljebesparelse Energibesparelse Reservedelebesparelse Miljøbesparelse Oljelekkasjer i motorer og utstyr Hvordan behandle hjelpemotorer med QMI PTFE

E N D
QMI inviterer til en presentasjon av PTFE metallbehandling for løsninger på: • Problemer med lavt svovelinnhold i drivstoff • Smøreoljebesparelse • Energibesparelse • Reservedelebesparelse • Miljøbesparelse • Oljelekkasjer i motorer og utstyr • Hvordan behandle hjelpemotorer med QMI PTFE • Hvordan behandle saktegående motorer med QMI PTFE • QMI er ikke en utgift som du må øke budsjettet med. På slutten av året vil du ha ubrukte penger på budsjettet, på besparelser fra bruken av QMI. Vi vil vise til eksempler fra flere norske rederier. http://www.qmi.no/Marine%20utstyr.htm
Hva kan QMI med PTFE gjøre for din motor? • QMI er som en forsikring for din båt. • Til forskjell fra vanlig forsikring, så tjener QMI deg penger fra første øyeblikk du installerer den. • QMI er ikke en utgift som du må øke budsjettet med. • På slutten av året vil du ha ubrukte penger på budsjettet, ved besparelser fra bruken av QMI
Wartsila’s Michael Welch, ekspert på drivstoff og smøreoljer nevner 6 punkter som kan skape høy slitasje: • Drivstoff med lavtsvovel innhold • Høy innstilling på sylindersmøringen • Mye belegg på toppen av stempel • Ingen antipoleringsring • Høy fuktighet i spyleluften • Manglende fuktighetsfjerning etter luftkjøler
QMI’s unike egenskaper motvirker høy slitasje fra: • 1. Friksjon • 2. Temperatur • 3. Kjemikalier • 4. Mekanisk slitasje • 5. Elektrokjemiske reaksjoner
Lav friksjonskoeffisient • 1 kg’s belastning= 0.04 Friksjonskoeffisient. • 1360 kg’s belastning = 0.01 Friksjonskoeffisient. • Jo høyere belastning, desto lavere friksjon. • Statisk friksjonskoeffisient er lavere enn den dynamiske friksjonskoeffisient og motvirker stopp og startfriksjon. • Reduserer energitap fra oljevedheng.
Motvirker at avleiringer fra olje og drivstoff fester seg. • Vi kjenner alle Teflon® fra steikepannen. Det brukes fordi oljen ikke brenner seg lett fast og at den blir lett å holde ren. • QMI vil holde sylinderforingen, stempelringer og spor rene og optimale.
Tåler varme og kulde. • Holder seg inntakt opp til 400oC • Ifølge Sulzer så er den gjennomsnittelige varme nær toppen av sylinderforingen ca. 260oC. • Er fullt ut fleksibel ned til -80oC
Upåvirkelig av kjemikalier. • Vil ikke reagere med eller løses opp av svovelsyre, drivstoff, saltvann eller noen andre kjemikalier som finnes i en forbrenningsmotor. • PTFE blir brukt som materiale i varmeveksler som skal tåle aggressive stoffer.
QMI PTFE belegger friksjonsflater med et permanent plastbelegg som kan vare i tusenvis av gangtimer. • Den eneste måten å fjerne belegget på, er ved hjelp av honing. • Over tid så vil forurensninger i oljen og slitasje redusere tykkelsen på belegget. • Beleggets varighet er avhenging av to forhold: 1. Motorens RPM. 2. Hvor mye urenheter som det er i smøreoljen og hvor ofte den blir vedlikeholdt.
QMI PTFE metallbehandling har bevist at den fungerer. • QMI Scandinavia har behandlet og gjentatt behandlingen på over 100 båter siden 1993 her i Norge og utland. • Det har aldri vært rapporter om noen negative sider med QMI • Det finnes en rekke rapporter om dels imponerende besparelser.
Imponerende besparelser. • 20-80 % reduksjon i smøreoljeforbruk. • 40-80 % reduksjon i slitasje. • 2-5 % reduksjon i drivstofforbruk. • Mindre utslipp av skadelige stoffer som Nox, HC og karbon til miljøet.
Året 2001 ble kjørt med QMI. Tallene står for liter smøreolje brukt pr. døgn Gjennomsnitt oljeforbruk pr. dag før QMI behandling (Serie 1-4) 405Gjennomsnitt oljeforbruk pr. dag etter QMI behandling (Serie 5) 160Besparelse pr. døgn gjennomsnitt etter QMI 245Total besparelse hvis motorene gikk 300 døgn i året: US$ 73.500,00 Nkr 661.500,00 a kurs 9,00
Jeg husker at QMI metall behandling og QMI luftkjøler behandling ble gjort på dette skipet i løpet av siste tørrdokking i april 1999, i Kina. Jeg hadde nettopp mønstret på denne båten. Først så sprøytet vi QMI luftkjøler behandling på alle kjølefinnene og rør på luftsiden av begge luftkjølerne for hovedmotoren. Dette ble gjort før de ble satt på plass etter å ha blitt fullstendig rengjort av tørrdokk- personalet. Deretter ble hovedmotordeler som stempler, sylinderforinger, drivstoffpumpestempler og sylindrer smurt inn med QMI metallbehandling før de ble montert sammen. Det ble dosert anbefalt mengde av QMI metallbehandling inn i hovedmotorens oljesump. Resultatet overgikk alle forventninger. Deltatrykket på begge turboladerne gikk ned og kunne nå holdes ved alle belastninger. Det var ikke lengre noen ujevne stigninger i trykket som tidligere. Det har holdt seg jevnt hele tiden fram til nå , og fortsetter å være bra på alle turtall helt til toppfart på 137,7
Da vi tok ut stemplene fra hovedmotoren under overhalingen i oktober 2000, etter at de hadde gått i 10.657 timer med QMI metallbehandling, fant vi at alle stemplene, stempelringene, sylinderforingen, sylindertoppdekselet etc. var usedvanlig rene og skinnende blanke. Det var bare noe ubetydelig belegg av karbon noen få steder og slitasjen var minimal. Jeg er overbevist om at vi kunne ha kjørt denne motoren i flere tusen timer til, uten overhaling. • For din informasjon, ifølge skipets opptegnelser og muntlige rapporter, før siste dokking i Kina måtte hovedmotoren kjøres på lavere turtall enn ønskelig på grunn av turboladerens høye trykksvingninger. Dette problemet oppsto tidligere ganske raskt etter rengjøring og overhaling av turboladerens kjølesystem. Vi kjører nå med 128-134 omdreininger helt uten noen som helst problemer! • På henvisning til de ovennevnte klare fordeler, vil jeg anbefale at QMI luftkjølerbehandling blir gjort på alle våre skips turboladeres luftkjøler, etter rengjøring og overhaling. QMI metallbehandling bør også bli smurt på alle friksjonsflater før sammenmontering samt påfylles oljesystemet i henhold til leverandørens anbefalte blandingsforhold. • En slik behandling vil øke motorytelsen, forlenge overhalingsintervalene og redusere smøreolje og drivstofforbruk. • Med vennlig hilsenMaskinsjef/Kaptein • Notat: Hovedmotoren er en 12.000 Hk Kawasaki/MAN
Barber Ship ManagementDate: 15.05.01 To: QMI Scandinavia • My experience with QMI regarding one engineKawasaki Man 52/5512 cyl. I added QMIafter a complete overhaul of main engine in January 2001 Before we added QMI the engine was running good, with only 4 hours off hire last year. So then, why spend all this money for OMI. I heard from sister Vessel SeaPride and also read a report from Navigare that this is a well known product that will reduce friction in an engine, and with less friction better performance less fuel and oil consumption. • What did I experience? My experience after only four month running is: Less oil consumption. Less fuel consumption. Sound off engine when is running is different, the hard knocking is gone, this is due to reduced friction in the engine. Forts neste side
Lub. oil purifier is running longer intervals without cleaning, also lub. oil auto filter is backflushing only once in a hour, before we had more than 100 times a day. Pressure in crankcase is dropt due to better sealing between cylinder liner and piston rings. • Time between overhauling of exhaust valves, inlet valves, and fuel injectors is longer, we have longer periods without overhauling. Exhaust temperature went down from an average 415oC to 380oC. This is with sea water temp of 20oC and air temp. on 25oC. In extreme hot areas with sea water up to 32oC the temp. it rose up to an average of 400oC. • When wedid the main engine overhaul in Singapore September 1999 average lub. oil consumption until next overhaul in January 2001 was 397 liter a day. My average lub. oil consumption today in 4 months, is only 115 liter a day. If this continues, I will save alot of money on the lub. oil budget. Fuel oil consumption has gone down with 0,5 ton a day and we have better combustion, cleaner exhaust gases. • I can recommend QMI especially on medium speed engine. Today I,m not the only one in Barber Ship Management using QMI, we will also do test on another systems, especially on a big hydraulic systems and auxiliary engines. Best regardsRunar Braathen, Marine Superintendent
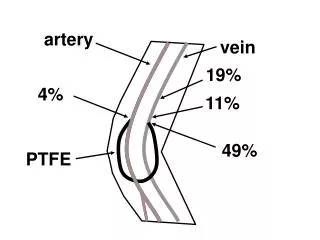
Et eksempel på behandling av motor med eget sylindersmøresystem • Ved overhaling av motoren smøres stempel og ringspor samt stempelringer og forring med QMI MOTORBEHANDLER enten ved spraying eller påføres med kost. • Ved behandling uten overhaling tilføres QMI MOTORBEHANDLING direkte til smørolje apparater via slangetilkopling til apparatene eller via tom/drainet sylinder olje tank mens motoren tørnes sakte (tørnegir) og en sveiver inn på sylinderen til en er sikker på at QMI har lagt ett belegg på hele foringen og stempel fjærer. • For hver 500 timer drift fylles 5 liter (2,5 liter for hver sylinder) QMI på hver sylindersmøreapparat
Hvordan behandles motorer med eget sylindersmøresystem? Forts. • En må redusere sylinderolje forbruket etter QMI behandling. For å kontrollere dette sjekkes stempel og ringer via eksoskanalen. Det bør ligge ca 20 cm. oljebelegg ut fra eksos portene i eksoskanalen. Er oljebelegget noe over dette kan det skyldes en del gange på redusert fart. • VIKTIG! Belegget må ikke bli for stort dvs. at det er olje/fett belegg inn i selve receiveren, da dette kan føre til brann i receiveren og føre til skade på Turboladere etc. • For å få en indikasjon på rett mengde sylinder olje forbruk etter behandling bør motoren kontrolleres i henhold til pkt. 4 etter ca 10-20 døgns drift. I utgangspunktet reduseres sylinderolje forbruket med ca 30% etter QMI behandling.
Hvordan behandle hjelpemotorer med QMI PTFE metallbehandling Trinn-1 Innvendig motorvask Før man utfører innvendig motorvask, må følgende instruksjon følges: Start motoren. Motoren kjøres til oppnådd arbeidstemperatur Belast motoren oppimot max last, minimum 80%. Når temperaturer og trykk er stabile, må diesel motoren holdes med konstant last uten variasjon.Les av og noter følgende parametere: • Eksostemperatur hver sylinder • Fuelpumpe index (rack) hver sylinder • Motorens belastning (kW på tavle) • Rpm av diesel motor og turboladere • Smørolje trykk/temp før og etter kjøler • Kjølevanns trykk/temp før og etter kjøler • Maskinromstemperatur • Spylelufttrykk/temp på hver rekke • Sjøvannstemperatur NÅR OVERSTÅENDE PARAMETERE AVLESES, MÅ MOTOREN HAKONSTANT STABIL BELASTING.
Trinn-2 INNVENDIG MOTORVASK • Start motoren. La motoren gå på tomgang inntil oppnådd stabil smørolje temperatur • Tapp ned smøroljenivået på motor til minimum merket på peilestaven (motoren går på tomgang) • Doser ”QMI Innvendig Motorvask”til motorens veivrom • La motoren gå på tomgang i ca 60 minutter • Stopp motoren • Tapp ned umiddelbart all olje fra motorens veivrom • Kjølere, filterhus m.m. dreneres umiddelbart for olje • Silplater i bunn av veivhus åpnes for inspeksjon. Om nødvendig må oljetroen rengjøres • Smøreolje filtre rengjøres. Dersom motoren har engangs smøreolje finfilter må de skiftes INNVENDIG MOTORVASK ER FULLFØRT
Trinn-3QMI PTFE MOTORBEHANDLING • Fyll opp motorens oljetro med ny olje til minimums merket på peilepinnen • Plast kanner som inneholder QMI Motorbehandling, ristes grundig • Topp opp smøreolje filterhus med QMI Motorbehandling. Om nødvendig kan oljebeholder montert til filterhus også benyttes. Total mengde QMI doseres. • Se til at dreneringer er stengt. Påse at alt er montert som før. • Start motoren. • Luftfilter segment på begge turboladere løsnes, men bare slik at fri tilgang til kompressorhjulet er synlig. • Doser 2 liter QMI PTFE Topp Treatment til hver 1.000 Hk motorTil dette benyttes Qmi trykkluftsprøyte eller en geidesprøyte. Etter dosering festes • filterelementene. • La motoren gå på tomgang til stabile temperaturer er oppnådd • Motoren kan nå pålegges last etter behov • Kjør motoren med last etter behov i ca 4-6 timer. Motorens samtlige friksjonsflater er nå belagt med et mikrobelegg av QMI PTFE. UTFØR NØYAKTIGE MÅLINGER SOM I TRINN-1 QMI PTFE MOTORBEHANDLING ER FULLFØRT.
Hvormyekoster QMI behandlingen? • Et eksempel på behandlingen av sylindrene på en saktegående 30. 000 hk motor: For hver 500 timer brukes det 15 liter med QMI PTFE med en kostnad til ca. 600 dollar. I den samme tiden før behandlingen, brukte motoren sylinderolje for ca. 7.000 dollar. • Etter behandlingen med QMI PTFE sank forbruket med ca. 30%, noe som ga en netto besparelse på ca. 1.500 dollar. • Det betyr at du sparer 2,5 dollar netto, for hver dollar med QMI PTFE du bruker. 1 stk Wärtsilä hjelpemotorer 940 Kw: 45 liter Motorbehandling a kr. 283,00 N.kr 12.735,00 100 liter Innvendig motorvask a kr. 110,00 N.kr. 11.000,00 1 liter Top cylinder Treatment a kr. 283,00 N.kr. 283,00 N.kr. 23.918,00
Andre QMI behandlinger • Lekkasjestopp for olje • Hydraulikkbehandling • Kompressorbehandling • Propellhylsebehandling • Thrusterbehandling • Drivstofforbedrer • Turborens og behandling • Luftkjølerrens og behandling • Girbehandling • Kjølesystemrens • Kjølesystembehandling • Innvendig motorvask • Smeltefritt smørefett
Her ervårttilbud: • QMI foretar den første behandling. • QMI innhenter fra rederiet de viktigste parametere før og etter behandling. • QMI setter opp en prosedyre om hvordan QMI belegget vedlikeholdes i motoren. • QMI lærer opp mannskapet for bruk av QMI PTFE
Utfordringer i forbindelse med drivstoff som har lavt svovel innhold (0.5% og under) Hvordan kan QMI med PTFE være til hjelp?
Wartsila’s Michael Welch, ekspert på drivstoff og smøreoljer nevner 6 punkter som kan skape høy slitasje: • Drivstoff med lavtsvovel innhold • Høy innstilling på sylindersmøringen • Mye belegg på toppen av stempel • Ingen antipoleringsring • Høy fuktighet i spyleluften • Manglende fuktighetsfjerning etter luftkjøler
Hva igangsetter plutselig høy slitasje? • For å forstå hva som igangsetter plutselig høy slitasje med drivstoff med lavt svovelinnhold, så kan det sammenlignes med slitasje som oppstår når vann kommer inn i sylinderen. • Hvis vannseparatoren for spylelufta ikke fungerer godt nok, så vil vann slippe forbi og legge seg på friksjonsflatene og bryte ned smørefilmen. Dette er et velkjent fenomen som fører til plutselig høyt slitasjenivå. • På samme måten vil avleiringer på stempelet over ringene, kunne skrape vekk oljefilmen nok til å medføre plutselig høyt slitasjenivå.
Andre drivstoffrelaterte problemer • Det er også andre problemer med drivstoff med lavt svovelinnhold, som ikke har noe med svovelen å gjøre. • Et raffineriprodukt som er vanlig å tilsette skipsdrivstoff med lavt svovelinnhold, inneholder store mengder med metallstøvpartikler brukt som katalysator i raffineringsprosessen. • Det er derfor vanlig at drivstoff med lavt svovelinnhold inneholder store mengder med metallstøv. Noe som ofte gir en høy slitasje på sylinderforingen.
Andre drivstoff relaterte problemer • Noen ganger har drivstoff med lavt svovelinnhold ”eksostiske” tilsetninger for å utblande svovelinnholdet. • Disse tilsetningene som ikke hører hjemme i drivstoffet kan være: Brukt smøreolje, kjemisk avfall, etc. • Problemer som oppstår når slike tilsetninger finnes, blir automatisk belastet svovelinnholdet, noe som ikke er korrekt.
Er svaret å sette ned basetallet? • Et lavere basetall kan kanskje være en logisk løsning, men så enkelt er det ikke. • Sylindersmøreoljens basetall er også en indikasjon på rengjøringseffekt og oljens suspenderende evne, og ikke bare dens evne til å nøytralisere syre. • Rengjøringseffekt og oljens suspenderende evne er viktige egenskaper som holder stempelringene rene og lett bevegelige. • Smøreoljens varmestabilitet er også forbundet med kjemikaliet som påvirker basetallet.
Hva har skjedd når basetallet har blitt satt ned? • Eldre sylinderoljeformuleringer med BT mindre enn BT30 (oftest 12 til 15) som har blitt anvendt på drivstoff med lavt svovelinnhold, har forårsaket økte avleiringer i stempelring pakken. • I de kaldere deler av sylinderforingen ble det også økt tendens til sylinderlakkering. Bruken av denne type smøreolje er ikke anbefalt.
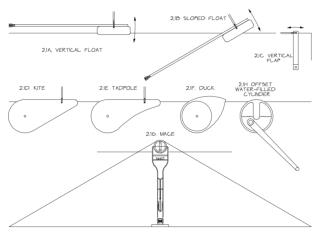
Forskjellen mellom BT 10 og BT 70 med 0,5% svovelinnhold. • Fig. 1: BT 10 med 2,9 g/kwt • Fig.2: BT 10 med 2.2 g/kwt • Fig.3: BT 70 med 2.1 g/kwt • Fig.4: BT 70 med 2.4 g/kwt
Utprøving av nye smøreoljer • En ny type sylindersmøreolje med BT 30 til 50, som kalles lav BT smøreolje, blir produsert, for å dekke det behov som overgang til drivstoff med lavt svovelinnhold har skapt. • Det er fortsatt få erfaringer med disse oljene under normale bruksforhold (mars 2002), siden det er få større motorer som hittil bruker diesel med lavt svovelinnhold. • Ny teknologi blir nå evaluert på Sulzer motorer i bruk og på en Sulzer RTX-3 eksperiment motor har det blitt brukt en BT 40 smøreolje i 2 år. (Mars 2002)
Smøreoljens tilførselsmengde en viktig faktor. • Ofte er smøreoljemengden det eneste parameter som med enkelthet kan justeres i henhold til drivstoffets svovelinnhold. • Dessverre viser historien at det er stor motstand mot å sette ned smøreoljemengden. • I tilfeller med tvil, så settes mengden opp, i stedet for ned. Noe som kan medføre en plutselig økning i slitasjen. • En smøreoljetilførsel som er altfor høy kan føre til ustabilitet i stempelringpakken og øke avleiringene på toppen av stempelet. • Hvis oljetilførselen er for lav, så kan det medføre at oljefilmen mister sin stabilitet, med det resultat at det blir økning i korrosjonslitasje.
Hva kan gjøres, hvis det er kun standard BT 70 smøreolje ombord? • Da må utviklingen i stempel og foring følges nøye. • Tilførselen på sylindersmøreoljen bør være i området 1,0 til 1,3 g/kwt. (0,7 g/hkt to 0,95 g/hkt) • Med en sylinderforing i god tilstand, og med tilfredsstillende slitasjerate og høy belastning, da bør tilførselsmengden ikke være mer enn 1,2 g/kWt. • En smøreoljemengde på nær 1,0 g/kWt vil ofte gi et bedre resultat. En slik lav oljetilførsel er også mulig på motorer uten isolering i sylinderens midtfelt, så lenge belastningen er høy. (75% eller høyere) • Den største risikofaktoren, hvis belastningen er lav i lengre perioder, er korrosjonsslitasje.
Hvilke overvåkning er best for å unngå slitasje? • Temperaturen på sylinderforingen er et meget brukbart verktøy for å se når en bør øke eller redusere oljemengden, siden den kan gi advarselsignaler om problemer i sylinderen. • Å sjekke jerninnholdet i nedskrapet olje er en god metode for å finne fram til den optimale tilførsel av oljemengde.
Hvor lavt nivå kan tilførselen av sylinderolje være? • Wärtsilä er overbevist om at oljetilførselen kan bli permanent redusert til ca. 1,0 g/kWt (0,7 g/Hkt) på motorer hvor Tribo-Pack design er implementert.
Hva er en ideell motortilstand? • Det er tydelig at en perfekt jevn dyphonet sylinderforing, med profilerte stempelringer, kan fungere med en tynnere oljefilm enn der hvor overflaten er grovere. • En perfekt jevn overflate er den enste måten å oppnå en hydrodynamisk smørefilm, både på stempelringen og sylinderforingen. • En jevn overflate har en mindre risiko for at det skal oppstå lokale ”Hot Spots” fra friksjon. Det vil igjen gi beskyttelse mot at det oppstår scuffing. • Med mindre opprinnelig friksjon, vil også slitasjen være mindre i begynnelsen.
Hvor lang tid mellom motor-overhalingene? • Båten er sju år gammel og motoren (B&W L28/32H Aux. Engine M/V ”Canmar Courage”) har gått 24.441 timer siden den var ny og har aldri vært åpnet opp. • ”Vi sjekket ut en sylinder for å se om vi kunne holde ut til 30.000 timer, for da mener jeg rammelagrene burde sjekkes.”
Hva sier Caterpillar om bruken av drivstofftilsetninger? • I det siste har drivstoff med lavt svovelinnhold gitt utslag av dårlig smøreevne. • Den prosess som brukes for å fjerne svovel fra drivstoff, en såkalt hydrobehandling, forårsaket også at andre elementer i drivstoffet som gav smøreffekt ble eliminert. • Motorens drivstoffsystem er nå mindre tolerante mot vann og forurensninger siden smøreeffekten i drivstoffet er redusert. • Drivstoff som ikke oppfyller spesifikasjonens minimumskrav på smøre effekt, har behov for drivstofftilsetninger. • Det bør imidlertid utvises forsiktighet, da noen tilsetninger kan lage avleiringer i drivstoffets innsprøytningssystem. • Hvis du har problemer med lav smøreeffekt, kontakt din forhandler som kan gi deg råd, vedrørende hvilke tilsetning du bør bruke.