Download
1 / 30
420 likes | 876 Views
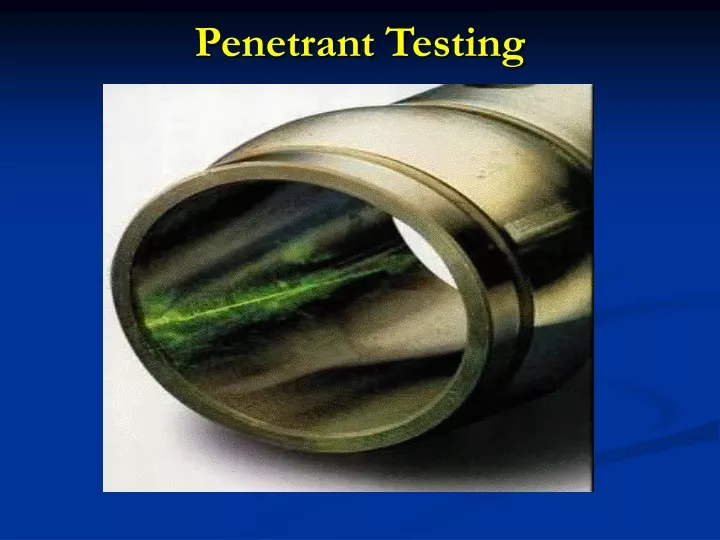
Penetrant Testing. Penetrant Properties. Surface Tension and Wetting ability. P = 2S Cos W A good penetrant should have high surface tension and a small contact angle. Viscosity Affects the rate at which penetrant enters a defect.

E N D
Penetrant Properties • Surface Tension and Wetting ability P = 2S Cos W A good penetrant should have high surface tension and a small contact angle
Viscosity Affects the rate at which penetrant enters a defect The more viscous the penetrant the slower it enter openings OIL GREASE
Temperature recorded sparkplug thermometer Closed container Liquid under test water vapour Flash Point Flash point The minimum temperature at which liquid will gives off enough vapour which will flash with an application of small flame PENSKE MARTEN CLOSED CUP TEST Heat
Wire mesh Water Penetrant Properties Specific Gravity • Penetrant has Lower SG than water : 0.9 • Reason: If penetrant used in tank water will be on the bottom Typical Penetrant Tank Penetrant Contaminants Drainage
Scales Water Penetrant Balast / weight Specific Gravity Checked using a HYDROMETER
Penetrant Properties Volatility • High volatility = High rate of evaporation • A good penetrant has low volatility
Penetrant Properties Chemical inertness Maximum levels for sulphur, halogens and sodium are specified Sulphur and halogens may cause stress corrosion or intergranullar corrosion Halogens: Very reactive elements. Examples: Chlorine Iodine Bromine Fluorine
Penetrant Properties • Solubility Penetrant must hold sufficient dye in solution at ambient or high temperatures • Solvent Ability Must be able to remove penetrant from specimen
Penetrant Properties • Tolerance to Contaminants • Health Hazard Toxicity Odour Skin contact • Availability and Cost
System classification REMOVAL • Water washable • Solvent • Post emulsifiable PENETRANT • Colour contrast • Fluorescent • Dual
Penetrant Systems DEVELOPERS • Dry powder • Aqueous • Non-Aqueous PENETRANT • Colour contrast • Fluorescent • Dual REMOVAL • Solvent • Water washable • Post emulsifiable
Control Checks • Overall system performance
Overall System Performance • Quench cracked aluminium alloy block • Chromium plated cracked test panel • Cracked test piece
COMPARATOR BLOCK ARB BLOCK- Aeronautical Registration Board Block Two sided aluminum block which been quenched – to produce thermal cracks May be used to check/compare performance of penetrant chemicals (penetrant, emulsifier, developer)
How to use the ARB block Two different penetrant applied on each section of block NEW OLD The excess penetrant is removed and developer applied Indication are observed Now process is repeat with the penetrant applied to different section OLD NEW OLD PENETRANT IS WEAK OLD PENETRANT IS OK
CHROMIUM PLATED BLOCK TAM panel or SHERWIN panel Section for checking effectiveness of cleaning Section for checking sensitivity Cleaning not effective Less sensitive
Control Checks • Overall system performance • Water wash temperature and pressure • Colour intensity • Penetrant remover • Developer • UV lamp output • UV monitor • Water tolerance
Control Checks - Frequency Daily Daily Weekly Daily Weekly Monthly Annual Weekly • Overall system performance • Water wash temperature and pressure • Colour intensity • Penetrant remover • Developer • UV lamp output • UV monitor • Water tolerance
Maintenance Checks • Tank levels • Equipment cleanliness • Airline cleanliness • Processing units • UV lamp maintenance • Clean tanks
Penetrant Systems DEVELOPERS • Dry powder • Aqueous • Non-Aqueous PENETRANT • Colour contrast • Fluorescent • Dual REMOVAL • Solvent • Water washable • Post emulsifiable
Type I Fluorescent Type II Colour contrast Type III Dual BS EN 571 Removal Penetrant • Method A Water • Method B Lipophilic Emulsifier • Method C Solvent • Method D Hydrophilic • Method E Water and solvent
Form a Dry Form b Water soluble Form c Water suspendable Form d Solvent based Form e Peelable BS EN 571 Removal Developer • Method A Water • Method B Lipophilic Emulsifier • Method C Solvent • Method D Hydrophilic • Method E Water and solvent
Fluorescent Solvent removable Solvent based developer Type I Method C Form d BS EN 571
Mil-L-25135 • Group I Solvent removed,Visible • Group II Post emulsified,Visible • Group III Water washable,Visible • Group IV Water washable,Fluorescent(L) • Group V Post emulsified,Fluorescent(M) • Group VI Post emulsified,Fluorescent(H) • Group VII Solvent removed,Fluorescent
Type I Fluorescent Method A Water Method B Post emulsifiable Method C Solvent Type II Visible Method A Water Method B Post emulsifiable Method C Solvent Mil-L-6866
Selection of System • Nature of discontinuities (size and type) • Geometry and intricacy • Surface condition • Component material • Size and position • Equipment and expertise available • Cost • Number of components to be tested
Inspection of a large number of threaded components Fluorescent for mass inspections Water washable more suited than solvents to batch inspections Post emulsifiable difficult to remove from threads Selection of System • What method will you select and why ? Fluorescent water washable with dry powder developer
Inspection of turbine blades for fatigue cracks Fluorescent more sensitive than colour contrast Post emulsifiable more sensitive than water washable Non-aqueous developer most sensitive Selection of System What method will you select and why ? • Fluorescent post emulsifiable with non-aqueous developer