Download

1 / 19
190 likes | 459 Views
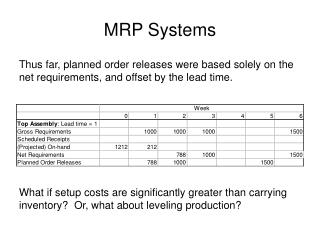
Using The MRP System. Critical Aspects of Using the MRP System. 1. The MRP Planner The persons directly involved with the MRP system outputs are planners. Planners have the responsibility for making detailed decisions that keep the material moving through the plant.

E N D
Critical Aspects of Using the MRP System • 1. The MRP Planner • The persons directly involved with the MRP system outputs are planners. • Planners have the responsibility for making detailed decisions that keep the material moving through the plant. • Computerized MRP systems often encompass tens of thousands of part numbers. • To handle this volume , planners are generally organized around logical groupings of parts (such as metal parts, wood parts)
Critical Aspects of Using the MRP System The primary actions taken by an MRP planner are: • Release orders (i.e. launch purchase or shop orders when indicated by the system) • Reschedule due dates of existing open orders when desirable • Analyze and update system planning factors for the part numbers under her control • Find key problem areas requiring action now to prevent future crises • Use the systems to solve critical material shortage problems so actions can be captured in the records for the next processing
Critical Aspects of Using the MRP System Order Launching • Process of releasing orders to the shop or to vendors (purchase orders) • This process is prompted by MRP when a planned order release is in the current time period, the action bucket (if there is a nonzero quantity in the first week’s entry of the POR row, called action bucket, the computer issues an action notice). • Order launching converts the planned order into a scheduled receipt reflecting the lead time offset. • Order launching is the opening of shop and purchase orders; closing these orders occurs when scheduled receipts are received into stockrooms. • Procedures for opening and closing shop orders have to be carefully defined so all transactions are properly processed.
Critical Aspects of Using the MRP System • The orders indicated by MRP as ready for launching are a function of lot sizing procedures and safety stock as well as timing. • A key responsibility of the planner is managing with awareness of the implications of these effects. • When an order is launched, it is sometimes necessary to include a shrinkage allowance for scrap and other process yield situations.
Critical Aspects of Using the MRP System Allocation and availability checking • A step prior to order launching that involves an availability check for the necessary component or components. • The planner role is key here. • If the components are not available for an order, the best course action might be to release a partial order. • Most MRP systems first check component availability for any order that a planner desires to launch. • If sufficient quantities of each component are available, the shop order can be created and then the system allocates the necessary quantities to the particular shop order (Shop orders are assigned by the computer, in numerical sequence).
Critical Aspects of Using the MRP System Allocation and availability checking • After availability checking and allocation, picking tickets are typically created and sent to the stockroom. • The picking ticket calls for a specified amount of some part number to be removed from some inventory location, on some shop order, to be delivered to a particular department or location. • When the picking ticket has been satisfied (inventory moved), the allocation is removed and the on-hand balance is reduced accordingly.
Critical Aspects of Using the MRP System • 2. Exception codes • Used “to separate the vital few from the trivial many”. • If the manufacturing process is under control and the MRP system is functioning correctly, exception coding typically means only 10-20% of the part numbers will require planner review at each processing cycle. • Exception codes are in two general categories. • The first, checking the input data accuracy, includes checks for dates beyond planning horizon, quantities larger or smaller than check figures, nonvalid part numbers, or any other desired check for incongruity. • The second category of exception codes directly supports the MRP planning activity.
Critical Aspects of Using the MRP System • Include are the following kinds of exception (action) messages or diagnostics: • Part numbers for which a planned order is now in the most immediate time period (action bucket). • Open order diagnostics when the present timing and/or amount for a scheduled receipt is not satisfactory. Such a message might indicate that an open order exists that's not necessary to cover any of the requirements in the planning horizon. The most common type of open diagnostic shows scheduled receipts that are timed to arrive either too late or to early and should, therefore, have their due dates revised to reflect proper factory priorities.
Critical Aspects of Using the MRP System • A third general type of exception message indicates problem areas for management; in essence, situations where level 0 quantities can’t be satisfied unless the present planning factors used in MRP are changed. One such exception code indicates a requirement has been offset into the past period and subsequently added to any requirement in the first or most immediate time bucket. This condition means an order should have been placed in the past. Since it wasn't, lead times through the various production levels must be compressed to meet the end-item schedule. A similar diagnostic indicates the allocations exceed the on-hand inventory-a condition directly analogous to overdrawing a checking account. Unless more inventory is received soon, the firm will not be able to honor all pick tickets issued, and there will be a material shortage in the factory.
Critical Aspects of Using the MRP System • 3. Bottom-up Replanning • Used to solve material shortage problems. • Solution might be made by compressing lead times throughout the product structure using the system and bottom-up replanning (i.e. issuing an immediate order to the vendor securing a promised shorter lead time, order more parts and negotiate a reduction in lead time)
System Dynamics • It is essential that the MRP system mirror actual shop conditions; that is both the physical system and the information system have to cope with scrap, incorrect counts, changes in customer needs, incorrect bills of material, engineering design changes, and poor vendor performance.
Transactions during a period System Dynamics LT=2 FOQ=50 1 2 3 4 5
System Dynamics Lets assume that during week 1 the following changes occurred, and the transactions were processed: • Actual disbursements from the stock for this part during week 1 were only 20 instead of the planned 50. • The scheduled receipt for 50 due in week 1 was received on Tuesday, but 10 units were rejected, so only 40 were actually received into inventory. • The inventory was counted on Thursday and 20 additional pieces were found. • A scheduled receipt for 50 in week 3 is created. • The requirement date for the 45 pieces in week 5 was changed to week 4. • Marketing requested an additional 5 pieces for samples in week 2. • The requirement for week 6 has been set at 25.
System Dynamics • Rescheduling 2 3 4 5 6
Technical Issues Processing frequency • Since conditions change and new information is received, the MRP records must be brought up to date so plans can be adjusted. • Two issues are involved in the processing decision: how frequently the records should be processed and whether all the records should be processed at the same time. • Processing all the records in one computer is called regeneration. • This signifies that all part number records are completely reconstructed each time the records are processed. • The problem with processing less frequently is that the portrayal of component status and needs expressed in the records becomes increasingly out of date and inaccurate. • More frequent processing of the MRP records increases computer costs but results in fewer unpleasant surprises (net-change systems).
Technical Issues Safety stock and safety lead time • Safety stock is a buffer of a stock above and beyond that needed to satisfy the gross requirements. • Safety lead time is a procedure whereby shop orders or purchase orders are released and scheduled to arrive one or more periods before necessary to satisfy the gross requirements. • Both safety stock and safety lead time are used in practice and can be used simultaneously. • Safety stock tends to be used in MRP systems where uncertainty about quantities is the problem (e.g. where some small amount of scrap, spare part demand, or other unplanned usage is a frequent occurrence). Safety lead time tends to be used when the major uncertainty is the timing rather than the quantity. For example, if a firm buys from a vendor who often misses delivery dates, safety lead time may provide better results than safety stock.
Technical Issues Safety lead time=1 LT=1 L4L An MRP Record with Safety Lead time
Technical Issues Safety stock=80 LT=2 Lot size=230 An MRP Record with Safety Stock © Mc-Graw Hill