Download
1 / 24
240 likes | 357 Views
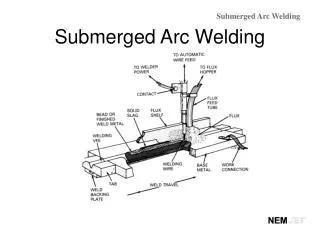
Arc Welding Continued. Arc Welding Processes. Learning Activities Look Up Keywords View Slides; Read Notes, Listen to lecture View High Speed Videos Do demo on web Do on-line workbook. Lesson Objectives When you finish this lesson you will understand:

E N D
Arc Welding Processes • Learning Activities • Look Up Keywords • View Slides; • Read Notes, • Listen to lecture • View High Speed Videos • Do demo on web • Do on-line • workbook • Lesson Objectives • When you finish this lesson you will understand: • The similarities and difference between the remaining arc welding processes • Advantages and disadvantages of these arc welding processes • Need to select between the processes Keywords: Gas Tungsten Arc Welding (GTAW), Straight Polarity(SEN), Reverse Polarity (REP), Plasma Arc Welding (PAW), Keyhole, Electrogas (EGW), Electroslag Welding (ESW), Stud Welding,
Gas Tungsten Arc Welding Effects of Polarity
Gas Tungsten Arc Welding Advantages • Superior quality welds, generally free from spatter, porosity, or other defects • Precise control of arc and fusion characteristics • Weld almost all metals • Used with or without filler wire • Easily automated • Used in all positions • Intricate geometries weldable
Gas Tungsten Arc Welding Disadvantages • Less economical than consumable electrode processes for sections thicker than 3/8 inch • Lowest deposition rate of all arc processes • Tungsten inclusions • Higher operator skill Required • Sensitive to drafts
Questions? • Turn to the person sitting next to you and discuss (1 min.): • In all the previous arc welding processes metal wire or electrodes material melts and droplets of metal deposit on the weldment. Some of that metal as it goes through the arc ionized into metal ions and electrons which conduct the electricity through the arc. In GTAW there are no metal ions (or very few metal ions) in the arc since the tungsten electrode is non-consumable. What carries the current in the GTAW arc?
Plasma Arc Welding Linnert, Welding Metallurgy, AWS, 1994
AWS Welding Handbook Ed 8 Vol 1 1987
Stinchcomb, Welding Technology Today, Prentice Hall, 1989
Advantages • Greater Energy Concentration • Improved arc stability over other processes • Higher heat content, Higher travel speeds • Greater penetration capabilities • Finer sections can be welded with low current PAW than GTAW
Disadvantages • Operator skill required is slightly greater than for GTAW • Equipment more expensive • Orifice replacement necessary
Videos Take a moment this evening to view the High Speed Videos of Arc Welding Processes on the “Video Page” of the WE300 Website
Questions? • Turn to the person sitting next to you and discuss (1 min.): • The keyhole mode of welding is used because the weld speed can be very fast where molten metal flows around the hole and collides and solidifies in the rear of the hole. What might happen to the shape of the trailing weld pool if the speed was increased too fast?
Electrogas Flux cored Shielding AWS Welding Handbook Ed 8 Vol 1 1987
Electrogas AWS Welding Handbook Ed 8 Vol 1 1987 External Shielding Gas
Electroslag AWS Welding Handbook Ed 8 Vol 1 1987
Advantages • Used for thick weldments • Produces sound welds • Increased cost effectiveness as thickness increases
Disadvantages • Once started, the weld must continue • Coarse grained Heat Affected Zone
Questions? • Turn to the person sitting next to you and discuss (1 min.): • If insufficient cooling water is supplied to the shoes on electroslag welding what is likely to happen: • a.) the shoe will warp and liquid steel will flow out • b.) the shoe will melt and water will be absorbed by the weld metal later causing delayed or cold cracking. • c.) an explosion will occur
Cary, Modern Welding Technology, 1989
Cary, Modern Welding Technology, 1989
Cary, Modern Welding Technology, 1989
Demonstration Do the “Arc Weld Demonstration” from the Demonstration Web Page on the WE300 Website