Download
1 / 25
250 likes | 350 Views
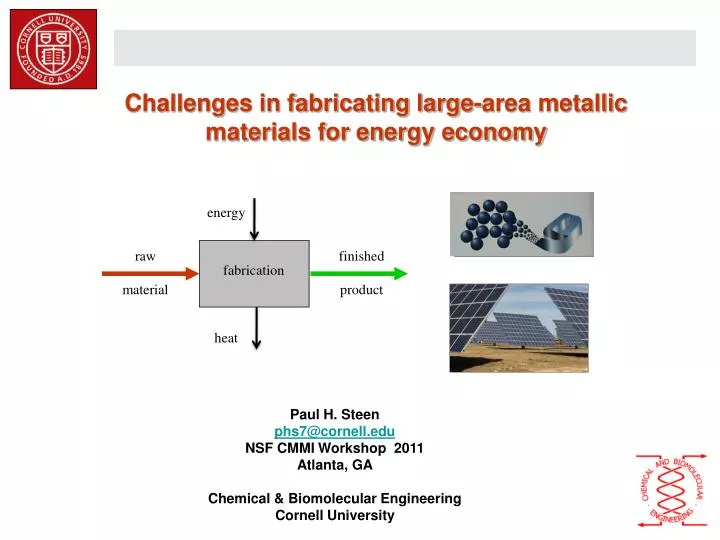
Challenges in fabricating large-area metallic materials for energy economy. energy. heat. finished product. raw material. Paul H. Steen phs7@cornell.edu NSF CMMI Workshop 2011 Atlanta, GA Chemical & Biomolecular Engineering Cornell University. fabrication. energy economy.

E N D
Challenges in fabricating large-area metallic materials for energy economy energy heat finished product raw material Paul H. Steen phs7@cornell.edu NSF CMMI Workshop 2011 Atlanta, GA Chemical & Biomolecular Engineering Cornell University fabrication
energy economy • 11.9 Quad energy (electrical) consumed USA (2002) • 26.3 Quad energy losses (2002) • 1 Quad = 278,000 GW-h = 278 TW-h • solar energy at earth’s surface = • 1 – 10,000 X energy consumption of all humanity
energy economy – grid losses 1 Quad = 278 TW-h
energy economy – grid losses heat 68.8 distributed electricity 31.2 electrical energy 100 distribution (steel transformer) 1 Quad = 278 TW-h
metallic glass transformer cores infrared images of transformers micro-structure crystalline core amorphous metal core • 33.8 TW-h energy (electrical) DT losses USA (2004) • 27.0 TW-h potential savings by Amorphous Metal DT Source: Metglas sales literature
EAS Metglas – Conway, SC amorphous core power- distribution transformer (DT) Source: “PowerSource” Summer 2007
Metglas challenge • cast new ultra-efficient nano-crystalline alloys deeper understanding of fundamentals: high-speed contacting, solidification, transport
example: fundamentals & product quality surface tension Contact Zone Cornell: planar-flow spin-casting
5 cm Air side Wheel side Cast direction high-speed contacting ‘texture’ C.J. Byrne et al., Capillary puddle vibrations linked to casting-defect formation in planar-flow melt spinning, Met. & Mat. Trans. B, 36B, pp. 445-456, 2006
‘origin’ of texture – surface tension vs inertia surface tension natural frequency: plucked liquid sphere (Rayleigh oscillation) C.J. Byrne et al., Capillary puddle vibrations linked to casting-defect formation in planar-flow melt spinning, Met. & Mat. Trans. B, 36B, pp. 445-456, 2006
example: controlling texture Sharp Edge 10 cm 0.12 cm 5 cm 0.012 cm BL Cox, in preparation Rounded Edge
example: manipulating texture BN Patterned Ribbon Overhead Pressure 5 cm Contact zone Ribbon Erase-head Write-head US Patent 7,306,025 2007, “Methods for continuous casting of a molten material” US Patent 7,082,986 2006, PH Steen “A system . . . for continuous casting . . .”
Lens Prism Laser example: manipulating texture Byrne, CJ, et al., “In-situ manipulation of cooling rates during planar-flow melt spinning processing,” Mat. Sci. & Eng. A. 459, 172-181, 2007.
‘learning’ curve – grid-parity goal Source: Surek (2005)
fabrication path Source: RGS presentation
Oerlikon Solar architecture – thin-film bi-junction Source: OS Media Conference EU PVSEC 2010 Valencia, Spain 9/7/2010
Oerlikon Solar (OS) – batch fabrication low-pressure chemical vapor deposition (LPCVD) Step 1 Step 2 Step 3 Micromorph + TCO + front glass TCO + front glass plasma-enhanced chemical vapor deposition (PECVD) laser processing (LSS laser) TCO + front glass front glass back contact + Mm + TCO + front Micromorph + TCO + front Source: http://www.oerlikon.com/solar/
OS ThinFab manufacturing Source: http://www.oerlikon.com/solar/thinfab/ 9/2010
OS challenges • market ThinFab, increase efficiency & innovate • fend-off competing technological alternatives deeper understanding of fundamentals: high-speed deposition, laser surface-processing
RGS challenges • achieve quality while maintaining productivity deeper understanding of fundamentals: high-speed contacting, polycrystalline seeding and solidification
summary: fabrication science – our challenge! interfaces liquid solid 1 gas energy • deeper understanding needed of fundamentals of high-speed • contacting • lubrication • laser-processing • solidification • transport • metrology heat finished product raw material fabrication Ack: NSF CMMI 07278613; Metglas; RGS; Alcoa