Download
1 / 39
390 likes | 605 Views
PRZEMYSŁOWE SYSTEMY INFORMATYCZNE Cz. 4. Rozwój systemu wspomagania zarządzaniem przedsiębiorstwa na przykładzie ZM Alstom Power. 1. Rozwój firmy ALSTOM Power 2. Integracja dziedzinowych systemów komputerowych 3. Proces ofertacji 4. Prace Biura Technicznego 5. Proces produkcyjny

E N D
PRZEMYSŁOWE SYSTEMY INFORMATYCZNE Cz. 4. Rozwój systemu wspomagania zarządzaniem przedsiębiorstwa na przykładzie ZM Alstom Power
1. Rozwój firmy ALSTOM Power 2. Integracja dziedzinowych systemów komputerowych 3. Proces ofertacji 4. Prace Biura Technicznego 5. Proces produkcyjny 6. Zarządzanie zakupami 7. Statystyczna kontrola procesów 8. Zarządzanie środowiskowe 9. Zarządzanie kosztami
1. Rozwój firmy ALSTOM Power Firma ALSTOM Power jest fabryką odlewów staliwa i stopów miedzi w Elblągu, która działała przez czterdzieści lat pod nazwą Zakłady Mechaniczne ZAMECH, zaś przez dziesięciolecie jako ABB ZAMECH. Firma ta powstała na terenie Stoczni Schichau, zburzonej w czasie wojny i ogołoconej z pozostałego wyposażenia po jej zakończeniu. Zakłady Metalurgiczne Zamech zostały powołane w 1948 roku. Od tego czasu datuje się tam powojenna tradycja odlewania staliwa. Technologia odlewnicza w ZM Zamech była szybko rozwijana, między innymi dzięki dopływowi dokumentacji i technologii z innych bardziej zaawansowanych ośrodków, na początku z zakładów LMZ w Leningradzie w 1956 roku oraz Mertropolitan Vickers z Anglii w 1958 roku. Wkrótce Zamech wyspecjalizował się w produkcji turbin parowych i gazowych oraz elementów wyposażenia okrętowego, między innymi śrub okrętowych, stając się firmą znaną na świecie z tej produkcji.
W roku 1990 powstała spółka ABB Zamech. Spowodowało to przyśpieszenie procesów doskonalenia organizacji i unowocześnienia technologii, połączonych z dużym zaangażowaniem funduszy inwestycyjnych. W roku 1999 firma została przejęta przez spółkę ALSTOM Power. • Warto podkreślić, że w latach 1993-2001 w Zakładzie Metalurgicznym dokonano inwestycji na sumę 17,7 mil. USD. Wiązało się to głównie z: • unowocześnianiem technologii, • zakupem doskonalszych maszyn, • automatyzacją i robotyzacją procesów produkcyjnych, • zwiększeniem kontroli jakości, • wprowadzeniem technik komputerowych do projektowania wyrobów, • zmniejszeniem zanieczyszczeń środowiska, • poprawą efektywności zarządzania. • W wyniku przeprowadzonych zmian ZM Alstom Power uzyskał świadectwa zgodności z normami sterowania jakością ISO 9002 oraz zarządzania środowiskowego ISO 14001.
Obecnie elbląski Zakład Metalurgiczny specjalizuje się w wytwarzaniu następujących odlewów o masie jednostkowej 0.545 ton, w tym: • komponentów do turbin gazowych i parowych, • elementów kadłuba statków i śrub okrętowych, • komponentów z wieloskładnikowych brązów aluminiowych. • W wielu przypadkach są to elementy o długości dochodzącej do 6 m.
2. Integracja dziedzinowych systemów komputerowych Na przestrzeni dziesięciu ostatnich lat w ZM Alstom Power zostało wdrożonych szereg programów i systemów komputerowych, wspomagających różne dziedziny działalności przedsiębiorstwa. Początkowo do celów wspomagania zarządzaniem zastosowano system Triton firmy Baan. Natomiast, dla przykładu, niezależnie od niego w dziedzinie technologii w Zakładzie Metalurgicznym wykorzystano symulacyjny program procesu odlewania MAGMAsoft, zaś dla kontroli przebiegu procesów produkcyjnych użyto system Statystycznej Kontroli Procesów (SPC – Statistic Process Control). Program MAGMAsoft pozwala na symulację poszczególnych procesów odlewniczych podczas zalewania, stygnięcia i obróbki cieplnej odlewów. Dzięki tej symulacji można poprawić relację masy odlewu surowego do masy ciekłego metalu, zmniejszyć wady odlewów, zaprojektować układ wlewowy i ukształtowanie nadlewów oraz dobrać parametry zalewania formy.
Celem zastosowania wspomnianego systemu Statystycznej Kontroli Procesów jest stabilizacja parametrów procesu produkcyjnego. Wymaga to opisania parametrami procesu i systematycznego kontrolowania i zapisywania tych parametrów. Proces produkcji jest z kolei ściśle powiązany z planem produkcyjnym, który z kolei jest zależny od aktualnego stanu zamówień. Zmiany zastosowanych na początku systemach wspomagania działalności przedsiębiorstwa były związane z koniecznością ich integracji. Brak bezpośredniego przepływu informacji pomiędzy poszczególnymi systemami znacznie ograniczał możliwości globalnego podejścia do działalności przedsiębiorstwa, a zwłaszcza szybkiej i efektywnej analizy kosztów i znajdowania dróg ich obniżenia. Przed przeprowadzeniem integracji systemów konieczne było przeprowadzenie inwentaryzacji i systematyzacji danych, przechowywanych w poszczególnych systemach. W omawianym przypadku zasadnicza praca, związana z decyzją o połączeniu systemów wymagała półrocznej pracy kilkuosobowego zespołu.
Zintegrowane zarządzanie pracą przedsiębiorstwa zostało ostatecznie oparte na systemie BAAN IV, który do roku 2001 został zastosowany już w kilkunastu przedsiębiorstwach w Polsce. Zastąpił on w Zakładach Metalurgicznych Alstom Power system Triton tej samej firmy, zastosowany początkowo. Wspomniany program MAGMAsoft został sprzężony z oprogramowaniem wspomagającym projektowanie, produkcję i analizę procesów technologicznych CAD/CAM/CAE. Ponadto W elbląskich zakładach pracownicy Biura Technicznego zastosowali Projektowanie Współbieżne. Podstawą jest dostęp do bazy PDM Metaphase, która umożliwia technologom z korzystania z aktualnych rysunków konstrukcyjnych, nawet na etapie ich wstępnego tworzenia. Ponadto technolodzy powinni korzystać ze Statystycznej Kontroli Procesów (SPC) dla analizowania i korekt procesów odlewniczych. CAD - Computer-Aided Design (projektowanie wspomagane komputerowo), CAM Computer Aided Manufacturing (komputerowo wspomagane wytwarzanie), CAE - Computer Aided Engineering (komputerowo wspomagana inżynieria zawiera komputerowe projektowanie, analizę i wytwarzanie).
Jak wspomniano, prace konstrukcyjne i technologiczne, zarządzanie produkcją, ochrona środowiska itp. powinny być zintegrowane, co nie znaczy, że należy to czynić dla samej zasady integracji. Często komplikacje, związane z zastosowaniem jednego systemu do wszystkich celów, są bardzo duże. Na przykład potrzeba wygenerowania jakiegoś specjalistycznego zestawienia danych w niewielkiej komórce pomocniczej nie musi oznaczać zmian w systemie podstawowym. • Informatycy z Zakładu Metalurgicznego Alstom Power zastosowali również rozwiązania hybrydowe, które polegają na transmisji danych z jednego systemu do drugiego i ich dalsze przetwarzanie. W tym celu do przeniesienia danych zastosowali na przykład oprogramowanie Excel, zaś dalszą obróbkę w programie Access. • Omawiając zagadnienie integracji systemu zarządzania takiej firmy jak odlewnia należy zwrócić uwagę na warunki produkcji, które są specyficzne nie tylko dla każdego zakładu produkcyjnego, lecz dla poszczególnych wydziałów, np. Produkcji Odlewów, Obróbki Ręcznej, Obróbki Mechanicznej.
Proces zarządzania Odlewnią wspomagany jest przez Zintegrowany Komputerowy System Zarządzania Przedsiębiorstwem BAAN IV. W systemie tym gromadzone są dane o wszystkich procesach, odbywających się w Zakładzie. BAAN IV generuje wszystkiego typu dokumenty od zapotrzebowania na materiały po kontrolę realizacji płatności. Dostarcza także danych, które na przykład umożliwiają śledzenie poziomu kosztów w poszczególnych etapach procesu produkcyjnego. Równolegle do tego systemu funkcjonuje program Lotus Notes, który jest zbiorem baz danych np.: Systemu Zarządzania Środowiskiem, Systemu Zarządzania Jakością, Dokumentów zarządzających, a ponadto funkcjonuje jako poczta elektroniczna.
Sposób funkcjonowania omawianych systemów oraz relacje i zależności opisane są w dokumentach zarządzających zakładem. Warto podkreślić, że są one ściśle przestrzegane, gdyż w przeciwnym przypadku zastosowanie całego systemu straciłoby sens. W tej sytuacji narzędzia planistyczne dają poszczególnym komórkom i pracownikom nadzór nad projektem. Kierownictwo Zakładu potrafiło przy tym wzbudzić wśród załogi powszechne bieżącymi zainteresowanie wynikami produkcyjnymi, które są okresowo wywieszane na halach produkcyjnych. Trwa też permanentne doszkalanie załogi na wszystkich szczeblach.
3. Proces ofertacji • Proces wytwarzania wyrobów bierze swój początek w zapytaniach ofertowych, które kierują klienci do Biura Handlowego. Ważną sprawa w działalności tej komórki gra szybkość reagowania na otrzymane zapytanie. Pomaga temu system wspomagania zarządzaniem BAAN IV, który zawiera cały szereg funkcji i procedur, które łączą prace handlowców z innymi działami, głównie Biurem Technicznym oraz Działem Logistyki. • Po otrzymaniu zapytania pracownik wypełnia w systemie BAAN IVrejestracji dokumentu oraz w czasie sesji “Obsługa oferty” wypełnia rubryki, opisujące szczegółowo produkt. Zapytanie ofertowe oraz dokumentacja, otrzymana od zamawiającego, kierowane są następnie do Biura Technicznego, które weryfikuje wstępnie możliwości techniczne wykonania usługi. W przypadku braku tych możliwości Biuro Handlowe składa klientowi odmowę. • W przypadku gdy wyrób był już oferowany następuje weryfikacja budżetu jego wykonania, a gdy wymaga kooperacji wysyłane jest zapytanie ofertowe do kooperanta dla aktualizacji ceny i ustalenia terminu wykonania. Natomiast gdy wyrób lub usługa nie były oferowane konieczna jest kalkulacja.
Po kompletnej kalkulacji budżetu i otrzymaniu opinii technicznej zapytanie ofertowe kierowane jest do komórki Planowania aby ustalić termin wykonania usługi. Po tym oferta wraca do handlowca który opracowuje w pełni ofertę techniczno-terminowo-cenową. oferta ta jest weryfikowana przez Kierownika Biura handlowego i po zatwierdzeniu wysyłana do klienta. Harmonogram realizacji projektu
4. Prace Biura Technicznego Należy podkreślić, że produkcja w Zakładzie Metalurgicznym Alstom Power jest w produkcją jednostkową lub małoseryjną. W wielu j przypadkach projekty jednostkowe są zbliżone do siebie, niemniej ich projekty i technologia wymagają weryfikacji i niezbędnej modyfikacji. Projekty odlewów w omawianym Zakładzie dostarczają klienci wraz z zamówieniem i wymagają one jedynie przeróbki ze względów technologicznych. Stąd technolodzy muszą pełnić podwójną rolę – technologów i konstruktorów, zaś komórka organizacyjna wykonująca te czynności nosi nazwę Biura Technicznego. Proces technologiczny w Zakładzie dotyczy głównie przygotowania ofert dla klientów oraz opracowania odpowiedniej dokumentacji technologicznej dla poszczególnych działów produkcyjnych. Zamówienia klientów kierowane są do Biura Technicznego. Pracownicy Biura na arkuszach kalkulacyjnych sporządzają kalkulację godzinową, kosztową i materiałową wykonania danego odlewu. Następnie Dział Logistyki określa termin realizacji, po czym oferta jest odsyłana do klienta. W pracy tej pracy Biuro Techniczne wykorzystuje systemy CAD, CAM i CAE oraz system wspomagania zarządzaniem BAAN IV.
Biuro Technicze jest wyposażone w systemy do projektowania brył trójwymiarowych, konieczne jest bowiem wykonywanie wielu widoków i przekrojów, które pomagają zespołowi modelowemu w pełnym zrozumieniu konstrukcji produktu. Po zakończeniu projektowania technologii pliki są transferowane do systemu MAGMAsoft. Oprogramowanie MAGMAsoft pozwala na śledzenie procesu zalewania formy i krzepnięcia odlewu. Jak wspomniano pozwala to na poprawę relacji masy odlewu surowego do masy ciekłego metalu, zmniejszenie wad odlewów, zaprojektowanie układu wlewowego i ukształtowanie nadlewów oraz dobór parametrów zalewania formy.
Innym typem systemu, używanego przez Biuro Techniczne jest program PDM – Methaphase, który służ do archiwizacji dokumentacji, dostarczonej przez klienta oraz utworzonej przez Zakład Metalurgiczny. Pozwala on monitorować zmiany, wprowadzane do dokumentacji, wydruki dodatkowych kopii oraz dokumentacji produkcyjnej. Biuro Techniczne zajmuje się również rozwojem produktów. Opiera się przy tym na bazie danych systemu Statystycznej Kontroli Procesu (SPC), która rejestruje dane produkcyjne. Na podstawie tych danych podejmuje działania dotyczące podniesienia jakości produktów oraz redukcji kosztów wytwarzania. Na wstępie uruchomienia tego systemu Biuro Techniczne opracowało między innymi szereg wskaźników procesowych, których pomiar pozwolił na odkrycie prostych rezerw kosztowych. Umożliwiło to również selekcję asortymentu wyrobów bardziej opłacalnych dla firmy.
5. Proces produkcyjny • Proces produkcyjny w Zakładzie Metalurgicznym Alstom Power jest podzielony między trzy wydziały: • Wydział Produkcji Odlewów (GFFP-1), • Wydział Obróbki Ręcznej (GFFP-2), • Wydział Obróbki Mechanicznej (GFFP-3). • .
Pierwszy etap produkcji polega na wykonaniu lub adaptacji modelu. Modele wykonywane są głównie z drewna, czasami z metalu oraz żywic i włókien poliestrowych. Po odbiorze jakościowym modelu rozpoczyna się etap wykonywania formy z wykorzystaniem odpowiednich mas formierskich. Dla dokonania procesu odlewania należy przygotować ciekły metal, który wytapia się w piecach indukcyjnych i łukowych. Proces wytapiania jest wspomagany przez systemy komputerowe. Zalania forma musi wystygnąć, po czym następuje proces wybicia formy i przekazanie odlewu do następnego gniazda produkcyjnego. Gniazdo to znajduje się na Wydziale Obróbki Ręcznej Odlewów. Przeprowadza się tam wstępne oczyszczenie odlewu, obróbkęcieplną (hartowanie), szlifowanie, badanie defektoskopowe, naprawy odlewów (spawanie) oraz odbiór jakościowy z udziałem przedstawicieli Towarzystw Klasyfikacyjnych. W następnej fazie obróbki odlew przechodzi na Wydział Obróbki Mechanicznej, gdzie jest obrabiany przez obrabiarki sterowane numerycznie np. wytaczarki.
Wszystkie procesy realizacji zamówień w gniazdach produkcyjnych są wspomagane systemami komputerowymi.
6. Zarządzanie zakupami • Strategia współczesnej logistyki dąży do zaspokojenia potrzeb klienta przez dostarczenie mu: • właściwego towaru, • w żądanej ilości, • we właściwym czasie, • we właściwym miejscu, • po uzgodnionej cenie. • przy jednoczesnym poniesieniu minimalnych kosztów. • W Zakładzie Metalurgicznym zarządzanie zakupami powierzono komórce logistyki, która składa się z 4 zespołów do spraw: • zakupów materiałowych, • planowania i kooperacji, • gospodarki materiałowej, • kontroli dostaw.
W celu realizacji postawionych celów wykorzystywane są następujące moduły systemu BAAN IV: • Kalkulacja Projektu (PRP – Project Resource Planning), • Planowanie Potrzeb Materiałowych (MRP – Material Resource Planning). • Moduł PRP wspomaga planowanie przepływu kupowanych i wytwarzanych pozycji. Na podstawie informacji z innych modułów określa on zespoły i materiały, które powinny być dostarczone w odpowiednim czasie. Moduł MRP na podstawie utworzonych Zleceń, Zakupu, Zleceń Sprzedaży, zapasów magazynowych oraz planowanego przyszłego ruchu zapasów określa przewidywaną równowagę zapasów. • Oczywiście funkcje decyzyjne są zarezerwowane dla człowieka, który na podstawie dostarczonych danych dokonuje analizy i podejmuje decyzje, miedzy innymi organizacyjne. System umożliwił skrócenie czasu rotacji materiałów, a więc zamrożenia pieniędzy.
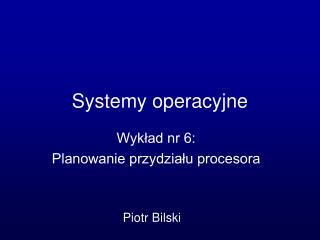
Wskaźnik rotacji materiału w ZM Alstom Power w funkcji czasu
7. Statystyczna kontrola procesów • Ponieważ w początkowym okresie stosowania komputerowych metod wspomagania działalności Zakładu Metalurgicznego wyczerpały się proste rezerwy optymalizacji produkcji zaszła konieczność zastosowania bardziej wyrafinowanych metod analizy. Zdecydowano się dokonywać statystycznej kontroli procesów SPC (Statistical Process Control). Wykorzystano do tego celu system SEWSS-Statistica firmy Statsoft. Wyspecyfikowano cechy, które są przedmiotem odbioru Klienta, tzw. CTQ Produktu (critical to quality). Są to następujące cechy: • Skład chemiczny odlewu, • Własności wytrzymałościowe, • Wadliwość, • Zgodność pomiarową. • Cechy te należało skorelować z przebiegiem podstawowych procesów wytwarzania, które mogą być opisane przez szereg parametrów technologicznych, takich jak udział poszczególnych komponentów w masie formierskiej, temperatura otoczenia i wilgotność, wydajność pomp mieszających itp.
Ciągłym pomiarem objęto następujące procesy: • Kontrola dostaw, • Przygotowanie masy formierskiej, • Topienie staliwa i brązów, • Zalewanie formy, • Obróbka cieplna, • Obróbka mechaniczna. • Dla określenia wzajemnych zależności zastosowano analizę regresyjną. W efekcie uzyskano znacząca poprawę jakości i obniżkę kosztów. Jako jeden z efektów przeprowadzanych analiz można podąć zróżnicowanie pewnych parametrów procesu w zależności od pory roku.
8. Zarządzanie środowiskowe • Ze względu na konieczność ochrony środowiska naturalnego w Unii Europejskiej posiadanie przez polskie przedsiębiorstwo produkcyjne systemu opartego na normie zarządzania środowiskowego ISO 14001 będzie warunkiem jego funkcjonowania na rynku międzynarodowym. W ZM Alstom Power system ten wdrożono w roku 1998. Dla wprowadzenie tej normy musiała być przeprowadzona identyfikacja: • emisji zorganizowanej do atmosfery pyłów, gazów, węglowodorów, metali w pyłach, • emisji niezorganizowanej do atmosfery (np. załadunek odpadów), • wytwarzanych odpadów produkcyjnych, • wytwarzania ścieków, • emisji hałasu, • zużycia surowców i nośników energii, • aspektów związanych ze składowaniem surowców i odpadów, • sytuacji awaryjnych, oddziałujących lub mogących oddziaływać na środowisko.
Norma ISO 1401 wymaga, aby przy ustanawianiu celów i zadań środowiskowych, sterowaniu operacyjnym oraz monitorowaniu były brane aspekty znaczące. Ustanawiane cele powinny w sposób wymierny określać efekty środowiskowe. • W Zakładzie metalurgicznym założono, że system zarządzania środowiskowego będzie w maksymalnym stopniu wykorzystywał instrumenty informatyczne – bazy i system wewnętrznej komunikacji komputerowej. W rezultacie została stworzona komputerowa baza celów i zadań środowiskowych. • System Zarządzania Środowiskowego zawiera bazę raportów. Wykorzystano do tego celu w maksymalnym stopniu system ekonomicznego nadzoru produkcji. Przykładem może być ilość odpadów, które stanowią zużyte elektrody. Ilość ta jest liczona na podstawie liczby elektrod wydanych na produkcję. Z ilości wyprodukowanego ciekłego metalu obliczana jest ilość otrzymywanych żużli i pyłów.
System Zarządzania Środowiskowego nie jest w Zakładzie Metalurgicznym jeszcze w pełni zintegrowany z systemem zarządzania finansowego i jakościowego. Z doświadczeń wielu firm wynika, że w przypadkach, w których występuje wiele aspektów środowiskowych czy obszarów wysokiego ryzyka, integracja systemów jest zadaniem bardzo trudnym.
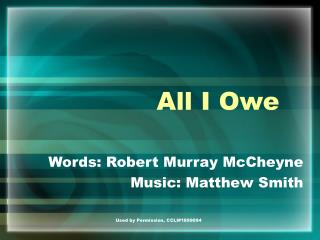
Oddziaływanie środowiskowe Zakładu Metalurgicznego w latach 1992-2000
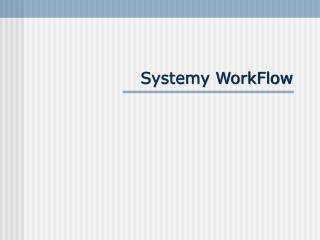
9. Zarządzanie kosztami • W Zakładzie Metalurgicznym, w którym jest zatrudnionych 291 pracowników, stopień wykorzystania narzędzi informatycznych przedstawia się następująco: • liczba komputerów 117 • liczba dostępów do systemu BAAN 77 • liczba dostępów do sieci LAN 117. • Dla stworzenia systemu zarządzania kosztami niezbędne jest myślenie kategoriami kosztów na wszystkich etapach powstawania wyrobu. Tego rodzaju podejście pozwala na prawidłowe zaplanowanie, monitorowanie i analizę kosztów wyrobu, a następnie podejmowanie decyzji służących konsekwentnej redukcji kosztów wszędzie tam, gdzie jest to celowe i w pełni uzasadnione. • Punktem wyjścia budowy systemu zarządzania kosztami jest dokładna analiza stanu aktualnego. W ZM Alstom Power podstawowym systemem informatycznym jest BAAN IV, który zawiera moduły przedstawione na rysunku.
Moduły systemu BAAN IV, wdrożonego w ZM Alstom Power w Elblągu
Dane, dotyczące kosztów są wprowadzane do systemu bezpośrednio na stanowiskach pracy. Są to dane określające: • liczba godzin pracy konkretnych pracowników przy danym wyrobie w danym Miejscu Powstawania Kosztów (MPK), • zużycie materiałów, pobieranych kwitami RW (w jednostkach naturalnych), • koszty wynikające z usług firm zewnętrznych. • Następnie system korzystając z zawartych w nim tablic stawek godzinowych, cen, narzutów itp. dokonuje obliczenia kosztów danego wyrobu. System wyróżnia następujące składniki kosztów: • koszty materiałowe, • koszty operacyjne, • narzuty na koszty materiałowe, • koszty ogólne.
Podstawowym warunkiem uzyskania dodatniego wyniku przy produkcji danego wyrobu lub wykonaniu danej usługi jest prawidłowe określenie kosztów na etapie zapytania ofertowego. W przypadku niepełnej informacji w pytaniu ofertowym należy w trakcie analizy kosztów uzupełnić ją. W trakcie realizacji zlecenia każde odchylenie rzeczywistych kosztów od kosztów planowanych jest poddawane analizie, zaś kierownicy komórek, w których nastąpiło to odchylenie, są zobowiązani do zidentyfikowania przyczyn i przedstawienia programu eliminacji przyczyn. Podstawą budżetowania kosztów MPK jest zatwierdzony przez kierownictwo budżet Zakładu Metalurgicznego. Tworzenie budżetu na kolejny rok zaczyna się od określenia planowanych kosztów MPK przez ich kierowników. W trakcie tworzenia kolejnych wersji budżetu ZM prowadzone są swojego rodzaju negocjacje ze służbami Controllingu Ekonomicznego. Mają one na celu doprowadzenie do zgodności spodziewanych wyników ekonomicznych Zakładu z wymaganiami szeroko pojętych działów produkcji w zakresie inwestycji oraz wskaźników wydajnościowych i kosztowych.
System BAAN daje pełną możliwość bieżącego monitorowania kosztów i ich analizy. Ze względu na swoją rozbudowaną strukturę stwarza jednak dla wielu pracowników pewne trudności w korzystaniu z systemu w sposób dowolny. Wszelkie raporty, które odbiegają od standardów, wymagają od informatyków napisania specjalnych programów (kastomizacji), lub przesyłania danych do Excela i dalszej obróbki w tym programie. W ZM w pełnym zakresie systemem BAAN posługują się służby Controllingu Ekonomicznego, natomiast dla pozostałych użytkowników, szczególnie z działów produkcji, stworzono szereg dodatkowych baz danych w Microsoft Access, do których przesyłane są dane z bazy w systemie BAAN.
Bazy te zostały skonfigurowane w ten sposób, aby maksymalnie uprościć dostęp do danych kosztowych, potrzebnych na poszczególnych stanowiskach pracy. Aktualizacja danych w omawianych bazach dokonuje się raz dziennie. Daje to kierownikom komórek organizacyjnych praktycznie natychmiastową możliwość interwencji w przypadku odchyleń od budżetu. Dane kosztowych są również dostępne dla pojedynczych pracowników, co dzięki wzbudzeniu zainteresowania kosztami całej załogi, zaowocowało wieloma nieszablonowymi pomysłami na obniżkę kosztów.