Download
1 / 17
170 likes | 184 Views
Explore the state-of-the-art in scheduling and define implementation specifics to efficiently control a manufacturing system. Includes an example problem and observations about scheduling requirements. Readings from "Factory Physics" and algorithms by Johnson and Jackson.

E N D
Controlling a manufacturing system efficiently IE450 Fall 2005 Dr. Richard A. Wysk
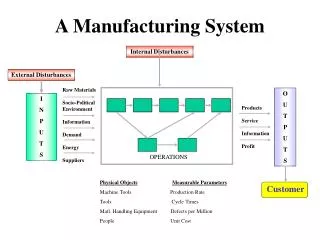
Agenda • Present a simple system • Show “state of the art” in scheduling • Define implementation specifics • Example problem
Readings • Chapter 7 – Factory Physics
3 6 4 5 Task Task 2 Number Name 7 1 Pick L 1 M1 M2 R 2 Put M1 8 3 Process 1 4 Pick M1 5 Put M2 6 Process 2 UL L 7 Pick M2 8 Put UL IllustrateControl Requirements
Some Observations about this Perspective • Generic -- applies to any system • Other application specifics • Parts • Number • Routing • Buffers (none in our system)
System and scheduling specifics • Flow shop • Two machine system • Optimal formulation
Johnson’s Algorithm (1954) • List all jobs • Choose shortest processing time • If it belongs to the 1st machine, schedule it at the 1st machine in first available slot • If it belongs to the 2nd machine, schedule it at the 2nd machine in the last available slot • Cross out that job • If last job, end • Go to step #2
Johnson’s Algorithm (1954) • Optimal sequence: P1 - P3 - P4 - P2 • Is the schedule actually optimal in reality?
Traditional schedule vs. Realistic schedule (blocking effects) 1 3 4 2 M1 1 3 4 2 M2 Make-span: 25 M1 Can not begin 4 until 3 moves 1 3 4 2 M2 1 3 4 2 + Material Handling Make-span: 29
Actual optimal sequence M1 1 3 4 2 M2 1 3 4 2 Optimum by Johnson’s algorithm Make-span: 29 M1 1 2 3 4 M2 1 2 3 4 Actual optimum Make-span: 28
Things to be considered for higher fidelity of scheduling • Deadlocking and blocking related issues must be considered • Material handling must be considered • Buffers (and buffer transport time) must be considered
Jackson’s Algorithm (1956) • List all jobs as M1 – M2 , M2 – M1, M1, M2 • Schedule M1 – M2 , M2 – M1 using Johnson’s algorithm • Order M1 – M2 , M2 – M1 jobs • Place M1, M2 arbitrarily betweenM1 – M2 , M2 – M1
Jackson’s Algorithm (1956) • Optimal sequence: • M1: P1 - P2 - P3 • M2: P3 - P4 - P1 • Is the schedule actually optimal in reality?
Schedule Implementation • If no buffers exist, it is impossible to implement the schedule as the optimum schedule by Jackson’s rule • Even if buffers exist, several better schedules may exist including the following schedule: • M1: P1 - P2 - P3 • M2: P1 - P3 - P4
Simulation specifics • Very detailed simulation models that emulate the steps of parts through the system must be developed. • Caution must be taken to insure that the model behaves properly. • The simulation allocates resources (planning) and sequences activities (scheduling).
Why Acquire (seize) together?To avoid deadlock • If we acquire robot and machine separately • the robot will be acquired by the P2 • a deadlock situation will occur • If we acquire robot and machine at the same time • the robot will not be acquired until M2 becomes free P2 (M1-M2) P1 (M1-M2) M2 M1 :part, being processed Legend: :part, done
Conclusion • Control is the implementation of schedules • Schedules dictate much of the system efficiency • Implementation is not that hard