Download
1 / 30
310 likes | 340 Views
Explore cutting tools, speeds, and feeds for machining operations. Learn how to calculate cutting speeds, feed rates, and optimize tool performance. Increase efficiency and tool life in metalworking processes.

E N D
In This Lesson • Discuss different cutting tools • Learn the definition of speeds and feeds • Calculate cutting speeds and feed rates • Practice
Basic Cutting Tools Non-Center Cutting End Mill Ball End Mill Center Cutting End Mill Indexable Shell Mill
Basic Cutting Tools Combination Drill & Countersink Spotting Drill Countersink
Flutes 4 Flute End Mill 2 Flute End Mill • More cutting edges, longer tool life • Used for harder metals • Clogs easily in deep cuts • More room for chip evacuation • Used for light metals • Weak, short tool life
Center vs. Non-Center Cutting 4 Flute Non-Center Cutting 2 Flute Center Cutting 4 Flute Center Cutting
Definitions • Cutter Speed – The rate of a tool measured in surface feet per minute. • Spindle Speed – The number of revolutions per minute (RPM) that is made by the cutting tool of a machine. • Feed – The distance advanced by the cutting tool along the length of the work for every revolution of the spindle.
CS (ft/min) C (in.) CS 12 (in./min) d (in.) Spindle Feeds Formula • Defined in revolutions per minute (RPM) • Found by dividing the cutter speed by the circumference of the tool N = circumference N =
CS 12 (in./min) d (in.) Example What spindle speed should be used to mill aluminum with a ½ inch end mill? N = Cutting Speed for Aluminum is 250 surface ft/min
CS 12 (in./min) 250 ft/min 12 d (in.) 0.5 in. Example What spindle speed should be used to mill aluminum with a ½ inch end mill? N = Cutting speed for aluminum is 250 surface ft/min N = = 1910RPM
CS 12 (in./min) d (in.) Your Turn What spindle speed should be used to mill soft cast iron with a ¼ inch end mill? N = Cutting speed for soft cast iron is 80 surface ft/min 80 12 = 1222 RPM N= 0.250
CS 12 (in./min) d (in.) Calculating Feed Rates Fm = ft x nt x N Fm = Feed rate in inches/min ft = Feed in inches/tooth nt = Number of teeth on the tool N= Spindle speed =
Example Feed Rate Calculate the feed rate for end milling aluminum with a 2 flute, ½ inch HSS end mill. Fm = ft nt N Tool Feed (in./tooth) ft=.005 in./tooth
CS 12 (in./min) d (in.) Example Feed Rate Calculate the feed rate for end milling aluminum with a 2 flute, ½ inch HSS end mill. Fm = ft nt N Ft = 0.005 in./tooth 250 12 N = = 1910 RPM = 0.5 nt= 2 teeth Fm = 0.005 2 1910 Fm = 19 in./min
250 12 = CS 12 (in./min) 0.75 d (in.) Your Turn Calculate the feed rate for face milling aluminum with a 4 flute, ¾ inch HSS end mill. Fm = ft nt N nt= 4 teeth Ft = 0.005 in./tooth N= = 1273 RPM Fm = 0.005 4 1273 Fm = 25.46 in./min
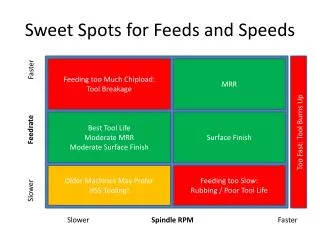
Factors That Affect Feed Rates • Power of spindle motor • Condition of cutting tool • Depth of cut • Quality of surface finish required • Roughing vs. finish cuts • Condition of the machine • Strength of fixture
Tool Feed Rate for Holes Penetration rate in inches/revolution Tool Feed Rate (ipm) = ipr RPM Feed in inches/minute Spindle speed in revolutions/minute
CS 12 (in./min) d (in.) Drill Feed Example What tool feed rate should be used for drilling a .375 inch hole in aluminum? Tool Feed Rate (ipm) = ipr RPM N= 250 12 = 0.375 = 2,546 RPM
Drill Feed The tool diameter is given in decimal form The diameter is .375. Tool Feed Rate (ipm) = ipr RPM = 0.005 2546 = 12.73 ipm
CS 12 (in./min) d (in.) Your Turn What tool feed rate should be used for drilling a .25 inch hole in copper? Tool Feed Rate (ipm) = ipr x rpm N= 100 12 = 0.25 = 1,528 RPM
Drill Feed Our diameter is 0.25 Tool Feed Rate (ipm) = ipr RPM = 0.004 1528 = 6.1 ipm
CS 12 (in./min) d (in.) Special Operations N= Other special operations require slower speeds: Reaming – ½ to ⅔ of that used for drilling the material Counterboring – ¼ of that used for drilling the material Countersinking – ¼ of that used for drilling the material Tapping (threading) – Determined by many factors (usually range from 50 to 300 RPM)
References Kibbe, R.R., Neely, J.E., Meyer, R.O., & White, W.T. (2002). Machine tool practices. Upper Saddle River, NJ: Prentice Hall. Oberg, E., Jones F. D., Horton, H. L., & Ryffell, H. H. (2000). Machinery’s handbook (26th ed.). New York, NY: Industrial Press Inc.