Download
1 / 12
120 likes | 291 Views
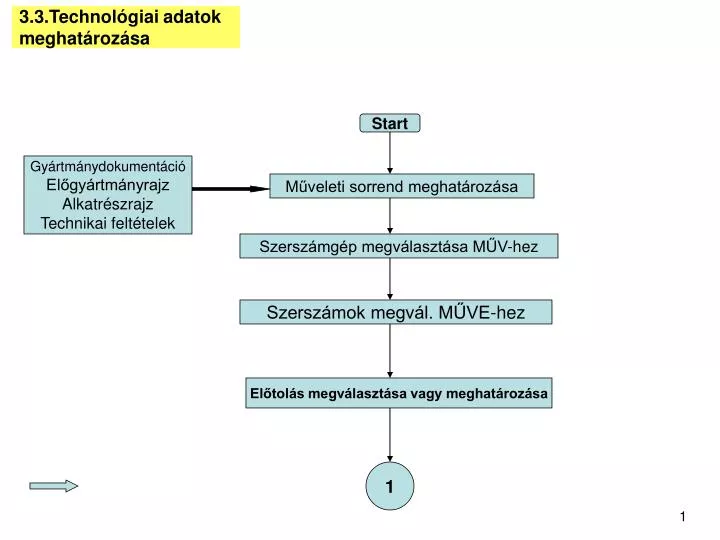
3.3 .Technológiai adatok meghatározása. Start. Gyártmánydokumentáció Előgyártmányrajz Alkatrészrajz Technikai feltételek. Műveleti sorrend meghatározása. Szerszámgép megválasztása MŰV-hez. Szerszámok megvál. MŰVE-hez. Előtolás megválasztása vagy meghatározása. 1. 1.

E N D
3.3.Technológiaiadatokmeghatározása Start Gyártmánydokumentáció Előgyártmányrajz Alkatrészrajz Technikai feltételek Műveleti sorrend meghatározása Szerszámgép megválasztása MŰV-hez Szerszámok megvál. MŰVE-hez Előtolás megválasztása vagy meghatározása 1
1 3.3. Technológiai adatok meghatározása Gazdaságos forgácsolósebesség, beállítható fordulatszám számítása Forgácsolási nyomaték számítása Szerszámra megengedett nyomaték nagyobb, mint a számított nem Előtolás vagy forgácsolósebesség csökkentése igen Forgácsolási teljesítmény számítása Szerszámgép hasznos teljesítménye nagyobb, mint a számított nem igen Megmunkálási idők, termelékenységi mutatók számítása Stop
3.4.BHF megmunkálásának pontosságMéretpontosság , Helyzetpontosság , Alakpontosság BHF pontossága függ: • szerszámgeometria pontosságától • az anyag inhomogenitásától • helytelen szerszámbefogástól • MKGS rendszer merevségétől • mozgásviszonyoktól • egyenlőtlen ráhagyástól stb. A következőkben néhány szó -méret -helyzet és -alakpontosságról
3.4.BHF megmunkálásának pontosságMéretpontosság • Nagyoló megmunkálások Fúrás 12-13 Furatbővítés 10-11 Süllyesztés 11-13 Furatesztergálás 12-13 Mélyfúrás 8-11 • Simítómegmunkálások Félsimítófurateszt. 10-11 Simító süllyesztés 10-11 Simító furateszt. 8-9 Dörzsölés 7-8 Üregelés 6-7 • Fimommegmunkálás Finomfúrás acélba.IT6-IT7; Öv:IT5 ; szinesfém:IT4
3.4.BHF megmunkálásának pontosságMéretpontosság Fúróperselyek jelentősége Nem vezetett csigafúró:; Névlegesnél is nagyobb furatot fúrnak ! A furatbővülés okai: • Súrlódás az élszalag és a furat fala között • A fúró ütése • Helytelen köszörülés • A főorsó csapágyazási hibái • Nagy tengelyirányú erők • Afúró tengelyvonalának elhajlása Nem vezetett csigafúró IT13 (IT12) Cserélhető persely IT12 Fix persely IT10
3.4.BHF megmunkálásának pontossága Helyzetpontosság Helyzetpontosságot dörzsölés, üregelés nem javítja ! Függ: készülékben vagy anélkül + IT10 fix(rögzített persely)) • 2 külpontosságától (e—excentricitás + IT12 cserélhető persely - 2 fúrólap bázisfelülettől, vagy másik furattól méretének elkészítési pontossága
3.4.BHF megmunkálásának pontosságAlakpontosság a)TENGELYMETSZET álló munkadarabnál f f f Fúró tengelyvonala nem egyezik meg f irányával Bekezdés helyes, eredeti hiba nincs Fúró játékkal illeszkedik a főorsó kúpjába, és be tud állni f irányába Furat: görbetengelyű ill. nagy átm-nél törik Furat: ferdetengelyű lesz Furat: kismértékben görbetengelyű
3.4.BHF megmunkálásának pontosságAlakpontosság Forgó munkadarabnál f f f Fúró tengelyvonala és az f iránya nem egyezik meg a mdb forgástengelyével Bekezdés helye nem egyezik meg a mdb forgástengelyével Fúró tengelyvonala nem egyezik meg f irányával Furat: egyenestengelyű, de hiperboloid alakú Furat: egyenestengelyű, de hiperboloid alakú Furat: excentrikus, nagyobb és bővülő lesz
3.4.BHF megmunkálásának pontosságAlakpontosság b) Tengelyre merőleges metszet • Az aszimmetrikus gyártási-élezési geometria egyenlőtlen Fci –t eredményez • A szerszám helytelen befogásából, az anyag inhomogenitásából A két erő eredője • Változó irányú és nagyságú • A szerszámot hajlításra veszi igénybe • A fúrót bolygómozgásra készteti • Vékonyfalú munkadarabok (perselyek, gyűrűk, stb • befogás előtt, b) befogás után, • c) befogott megmunkálás után, d) kifogás után.
3.5. BHF felületminősége • Nagyoló megmunkálások (Ra) Fúrás 25 - 100 Furatbővítés 12,5 - 100 Süllyesztés 12,5 - 100 Furatesztergálás 25 - 100 Mélyfúrás 0,8 - 3,2 • Simítómegmunkálások (Ra) Félsimítófurateszt. 6,3 - 12,5 Simító süllyesztés 1,6 - 6,3 Simító furatesztergálás 1,6 - 6,3 Dörzsölés 0,4 - 1,6 Üregelés 0,4 - 1,6 • Fimommegmunkálás Finomfúrás 0,1 - 1,6