Download
1 / 22
220 likes | 235 Views
Tracker Outer Barrel COOLING Antti Onnela, CERN. Cooling: Main features. TK standard coolant: C 6 F 14 at -20 ºC - -25 ºC Pipes in Copper and Copper-nickel Soldered pipe connections inside TK 688 TOB Rods divided into 44 cooling segments. Coolant distribution. Coolant distribution.

E N D
Tracker Outer Barrel COOLING Antti Onnela, CERN
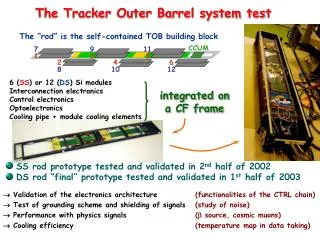
Cooling: Main features • TK standard coolant: C6F14at -20 ºC- -25 ºC • Pipes in Copper and Copper-nickel • Soldered pipe connections inside TK • 688 TOB Rods divided into 44 cooling segments.
Coolant distribution 22 cooling segments at each end of the TOB.
Single & double module tests (2001) M. Mermoud, W. Glessing • Tested in –20 °C. • Tmax = 10 °C between silicon and coolant.
Cooling tests on rods • Single-sided rod frame with dummy modules (2002) / A. Onnela et al. • Complete single-sided rod with real modules, optohybrids, cables, etc. (2002) / S. Koestner et al. • Tested in room-temperature. • Confirmed results from calculations and earlier tests. • Complete double-sided rod with real modules, optohybrids, cables, etc. (2003) / R. Chierici et al. • First in building 598, room-temperature. • Presently in building 186, TOB lab • Next in 186 cold room (or in Lyon?), –20 °C.
Double-sided rod with dummy modules (2002) A. Onnela et al. • Tested in –20 °C. • Tmax = 10 °C between silicon and coolant. • Equal cooling in all module positions along the rod.
Cooling segment tests • TOB cooling segment with 19 rod pipes (2002-03) / A. Onnela et al. • Cooling segment manufacture and assembly tested ok (bent connection pipes, solderings, etc.). • Room temperature tests with water: • Filling/draining ok with all orientations of the segment (horizontally, vertically, feed pipes low/middle/top). • Feeding+Manifolds work ok: uniform flow in rods. • Cold tests (–20 °C) with C6F14 and with full CMS pipework distances in building 186. • TK Scale 1 Alu-tube mock-up in building 186 (2004) • Services arrangement, including cooling pipes and their connections (in-situ assembly work and connection soldering inside the TK tube)
Cooling pipe life-cycle (1) • Pipe manufacture [High Tech Tubes, Ireland] • Material: Copper-Nickel (70% Cu, 30% Ni) • Specification: EN.12449:1999:CW354H • Temper: Half Hard • Ultimate Tensile Strength: 450-500 MPa • Tolerance on wall thickness: 10% • Manufactured by drawing from seamless pipe • Each rod pipe pressure tested to 35 bar (Manifold and distribution pipes need to be tested by us) • Pipes cleaned at factory with high-temperature steam • All ‘raw’ pipes made and delivered to CERN.
Cooling pipe life-cycle (2) • Manufacture of Rod Pipes [CERN] • Mineral “sand” filler • Custom-made bending tools to keep the pipe circular • Removal of the sand • Cutting in final length • Preparation of pipe and end pieces for soldering: • Removal of oxide layer with emery cloth • Degreasing with isopropyl alcohol • Soldering of the end piece to the pipe • ERSIN multicore solder; Alloy: Sn 62% - Pb 36 % - Ag 2 %; Flux type: ERSIN 362; Melting temperature 179 °C; Tension strength 90 MPa; Corresponds to CERN SCEM: 29.20.01.F • Pressure test with air (20 bar) in warm water (60 ºC). • Flushing with isopropyl alcohol • Flushing with air • Packing and shipping to Helsinki • Status 18 March 2004: • 250 pipes (of 760) made. • 15 (6%) failed in leak test: tiny leaks in the pipe wall; solderings ok.
Cooling pipe connections A test-set of soldered connections.Leak-tightness tested to 15 bar pressure, and thermal cycling down to -196C.
Cooling pipe life-cycle (3) • Gluing of Pipe to Rod Frame [Helsinki] • Mold-release coating to leave the pipe “slide” in the module inserts • Capillary Araldite 2020 to glue the pipe + closing “hat” in the module inserts • Completed rod frame dipped into –30 °C freezer for a “thermal shock” test • Cooling performance of each module support of all rods measured with clamp+heater+temp.sensor and with water coolant running in the pipe (room temp.) • Status 18 March 2004: • 112 rod frames (of 760) produced and ready • In 3 rods found bad thermal contacts, due lack of filling glue. Corrected.
Cooling pipe life-cycle (5) • Completed rods tested in USA (burn-in, thermal cycling): • - 20 °C • C6F14 • After transport completed rods tested at CERN (XY-table and Cosmic Rack) • Room-temperature, Cosmic Rack also in - 20 °C • C6F14 • Additional cleaning, checking of the rod pipe before insertion to TOB? • Details not decided yet. Use Fluorocarbon, Alcohol? (Acetone must not be used) • Flushing with N2 and measurement of the exhaust?
Cooling pipe life-cycle (6) • Preparation of the manifold pipes • Same CuNi material as in the rods • Same preparations: Bending, Pressure testing, Cleaning, … • Insertion of rods to the TOB • Connection soldering of the cooling pipes. THIS IS CRITICAL! Have exercised with the TOB sector mock-up, but needs still preparation work: • Protection around the soldering spot • As reasonable as possible working position and support • Pressure testing; Cleaning; Flushing and measuring exhaust
Cooling pipe life-cycle (7) • Final connections inside CMS • Flushing with dry N2 and measuring the exhaust (Content of water; other impurities?) • Pressure test (20 bar?) with N2 for the leak tightness of the system • Filling with final fluid • Pressure test with final fluid? • Operation…