Download
1 / 20
210 likes | 383 Views
PRODUCTION AU TAKT TIME LISSAGE POUR LES FAIBLES CMJ. Séminaire Lean en France - ENST – 06 octobre 2006. David Constant – site de Mornac. Présentation du Site MECAPLAST Mornac Présentation d’une production à faible CMJ Démarche Takt Time Ce que nous avons réalisé Synthèse. Sommaire.

E N D
PRODUCTION AU TAKT TIME LISSAGE POUR LES FAIBLES CMJ Séminaire Lean en France - ENST – 06 octobre 2006 David Constant – site de Mornac
Présentation du Site MECAPLAST Mornac • Présentation d’une production à faible CMJ • Démarche Takt Time • Ce que nous avons réalisé • Synthèse Sommaire
MECAPLAST Mornac Site de Mornac • Superficie au sol : 22 000 m2 • Métiers : Injection, Thermoformage, moussage PUR, Production Nontissé, Extrusion • Effectif : 270 personnes
Les Produits concernés Etats des lieux MECAPLAST fournit des coques arrière de siège avant pour un véhicule haut de gamme Français.
Données de production Etat des lieux La CMJ est de 60 véhicules / jour. Avec un mix coloris/version de 8 références.
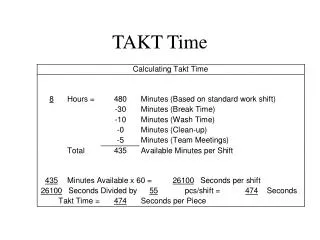
Données Process Etat des lieux Ces pièces sont produites sur une ligne de thermoformage/découpe automatique d’une capacité de 60 véhicules/heure avec un temps de changement d’outil de 30 min.
Données Process Etat des lieux • La performance de cette installation : • Taux de rebut de 13% • TRS : 60 % • Taille de lots : de 5 à 7 CMJ • Temps de changement de série de 30 minutes
Démarche Takt Time Etat des lieux Dans la démarche opérée sur le site de produire au takt time. C’est à dire de produire tous les jours la demande client à partir de programme lissé simulant de fait le client parfait. Nous nous sommes trouvés confrontés aux pièces à CMJ faible produites sur des lignes de grande capacité. Ces pièces sont généralement les plus perturbantes au niveau taux de rebuts et TRS.
Confrontation objectifs UP / Centre Technique Etat des lieux • Nous sommes confrontés à des objectifs UP en opposition avec ceux de nos Centres Techniques : • Objectifs Centre Technique : • Saturer au maximum les Centre de Charge à forte VA. • Obtenir le PRU étude le plus faible
Confrontation objectifs UP / Centre Technique Etat des lieux • Objectifs UP • Produire tous les jours la demande cliente. • Réduire nos taux de rebuts et maximiser notre efficience en quantité pièces produites/MO (PPH)
Analyse de l’ensemble des nos références Ce que nous avons réalisé • Dans l’analyse de l’ensemble de nos références • qui ne nous permettait pas de produire au Takt-time nous avons 2 catégories : • Pièces avec des CMJ ayant évoluées durant la vie du véhicule (exemple Coque arrière de siège avant, CMJ initiale de 250 véhicules/jour ayant évoluée à 60 véhicules/jour) • Pièces avec CMJ faible (version “exotique” par exemple Version V6/GPS ….. à 10 véhicule/jour)
Analyse de l’ensemble des nos références Ce que nous avons réalisé • Pour ces pièces, produire au takt time sur une ligne Automatique revient à produire : • Entre 5 et 30 min/jour avec temps de série de 30 minutes. • Il apparaissait clair que les moyens originaux n’étaient plus adaptés à la production des CMJ faibles.
Revue des moyens de production Ce que nous avons réalisé • Dès lors, nous nous sommes orientés sur l’étude du transfert sur des installations manuelles ou semi-manuelles. • L’objectif étant de retrouver une flexibilité de production permettant de produire tous les jours la demande cliente.
Revue des moyens de production Ce que nous avons réalisé Nous avons engagé des essais sur une ligne de formage manuelle dont la capacité de presse permettait le formage des coques de siège ainsi que les versions faibles CMJ des versions dites “exotiques”. Cette ligne devait permettre la production quotidienne des pièces à faible CMJ tout en améliorant notre efficience opérationnelle (TRS, taux de rebut).
Revue des moyens de production Ce que nous avons réalisé • Cette ligne est composée de : • Une presse multi-plateau chauffant. • Une presse de thermoformage semi-manuelle
Performance obtenues Ce que nous avons réalisé • Lors du transfert de nos production sur moyen semi-auto. Le taux de rebut a été divisé par 3.
Performance obtenues Ce que nous avons réalisé • Nous avons obtenu les performances suivante: • Production au takt time, nous produisons tous les jours la demande client. Le stock PF est passé de 10 jours à 1,5 jours (hors stock sécu) • Augmentation de l’efficience MOD (nombre produite en pièce par heure/MO) • Réduction du taux de rebuts techniques liée à l’utilisation de moyen manuel flexible au lieu de ligne automatique • Augmentation du TRS par le découplage de la finition de la presse
Synthèse SYNTHESE • La non-prise en compte de la production au takt-time • lors de la définition des moyens de production a pour conséquence : • - de produire sur des lignes non adaptées en terme de flexibilité et à fort taux horaire. • - de produire avec des outils complexes et dont le coût est le même pour produire 10 ou 1000 véhicule/jour si production en ligne automatique. Un outil pour moyen semi-auto a un coût de 30% inférieur à celui d’un outil presse automatique (pas de système d’éjection des pièces)
Synthèse ( SYNTHESE • La démarche globale opérée par MECAPLAST est désormais d’intégrer dès le projet (Démarche QA Meeting) les contraintes production lors du développement et notamment d’étudier des moyens de production flexible compatible avec la démarche de production au TAKT TIME.