Download
1 / 2
20 likes | 53 Views
Non-destructive testing methods are cost-effective and will enable you to save a lot of time, money, and effort in getting the results you need to make informed decisions about your project.

E N D
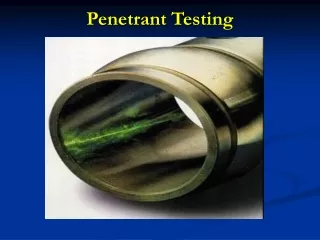
An Overview of Dye Penetrant Inspection Non-destructive testing methods are cost-effective and will enable you to save a lot of time, money, and effort in getting the results you need to make informed decisions about your project. One of these is the dye penetrant inspection (DPI) or dye penetrant test, which is specifically used to identify surface breaking flaws. Sometimes referred to as, ‘liquid penetrant inspection’ (LPI), this method can assist in detecting cracks, seams, laps, porosity, and other kinds of surface breaking voids. This inspection method can be used on non-porous materials both ferrous and non-ferrous, which includes materials such as ceramics, metals, and plastics. Dye Penetrant inspection is often used to find defects in welded joints, forgings, and castings. It is applicable to multiple industries, including aerospace, petrochemical, and power generation. Provided you have the correct equipment, and follow approved and consistent procedures, inspections can be conducted on-site or in remote areas. The testing method is particularly useful in-situ due to the portability of the devices. Moreover, certain methods (i.e. visible, colour contrast and solvent removable) can be applied without additional resources, like water or electricity. This makes the testing method convenient for determining surface discontinuities. With Dye Penetrant Inspection, the cleanliness of the surface is the foundation of a productive inspection. The surface and the volume of the flaws must be free of any and all contaminants before the application of the Liquid penetrant. Penetrant can be applied via brushing, spraying or dipping although care must be taken with the mist from spraying. The penetrant is given a dwell time to allow the medium to be drawn into surface breaking voids via capillary action. The dwell time will depend on procedures, specifications, the temperature and the type of defects being sought. Penetrants can be a visible colour contrast, dual sensitivity or fluorescent. There is only one sensitivity for colour contrast but multiple levels of sensitivity for fluorescent mediums. Fluorescent mediums are considered to be the most sensitive followed by dual sensitivity and with colour contrast being the least sensitive. During the removal of the excess surface penetrant after the required dwell time must be given consideration and care. The ideal scenario is where all the excess surface penetrant is removed without interacting with the penetrant that has been drawn into the flaws. There are three main methods of removal (Post emulsification, solvent removable and water-washable/self-emulsification) and their sensitivity is determined by how much control the operator has on the removal of the excess penetrant. The primary determining factor for sensitivity is the type penetrant, sensitivity is then tiered by the removal method being used with Post Emulsification being the most sensitive followed by solvent removable and with water washable being the least sensitive. Visit:- https://www.industrial-ndt.com/ Email us :- admin@pcte.com.au , Address :- 949-951 Wellington Street, Perth, Australia,6005
Following the removal of excess penetrant, a developer will be applied to draw the penetrant from the flaw to the surface with a blotting action. A drying time is allowed so that any excess water or solvent has evaporated before the application of the developer. With colour-contrast methods the developer provides a contrasting background to allow for more ready detection. With Fluorescent methods, the darkened area provides the contrast to the fluorescent dye and therefore only the blotting action is required. For colour contrast the inspection area must be sufficiently bright to allow for maximum contrast while minimizing glare. For fluorescent the inspection area must meet the specifications requirement for low background light and the Ultraviolet Lamp must meet specifications requirements for intensity and safety. The UV light causes the medium to emit its own light in the visible spectrum via the photoelectric effect and the UV lights intensity will determine the brightness of the emission. Dye penetrant can be a powerful tool for detecting surface breaking flaws. However, it is limited to voids that are free from contaminants. The method can take considerable time compared to other methods, but this is often counteracted by its portability and simplicity. Those conducting Dye Penetrant and issuing reports to clients will need to consider their obligations in regards to compliance with the ISO 17025 accreditation body which may require those carrying out the inspection to be qualified to ISO 9712 or equivalent. Visit:- https://www.industrial-ndt.com/ Email us :- admin@pcte.com.au , Address :- 949-951 Wellington Street, Perth, Australia,6005