Download
1 / 59
620 likes | 792 Views
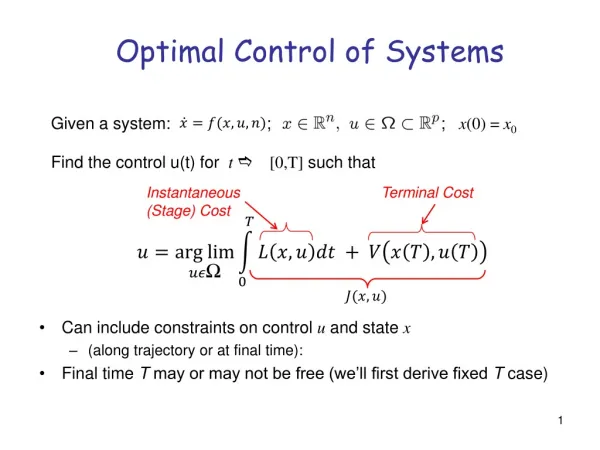
OTKA * HUNGARIAN SCIENTIFIC RESEARCH FUND. TOPIC:. INTELLIGENT CONTROL of MANUFACTURING SYSTEMS (OTKA T 037525). Scientific leader:. Professor J.SOMLO , Academical Doctor of Engineering Budapest University of Technology and Economics.

E N D
OTKA* HUNGARIAN SCIENTIFIC RESEARCH FUND TOPIC: INTELLIGENT CONTROL of MANUFACTURING SYSTEMS (OTKA T 037525) Scientific leader: Professor J.SOMLO, Academical Doctor of Engineering Budapest University of Technology and Economics *OTKA – Országos Tudományos Kutatási Alapprogramok
Research covers: • Optimization Problem of Manufacturing Systems • Hybrid Dynamical Approach for FMS Scheduling • Optimal Robot Motion Planning The present demonstration material covers the last two topics INTCONTMANSYST
Hybrid Dynamical Approach for FMS Scheduling Literature Survey Basic Results published in: Perkins J.R., Kumar P.R. “Stable, Distributed, Real-Time Scheduling of Flexible Manufacturing (Assembly) Disassembly Systems,” IEEE Transactions on Automatic Control. Vol. 34, No:2. February 1989, pp. 139-148. Mathematical theories provided in: Matveev A.S., Savkin A.V., “Qualitative Theory of Hybrid Dynamical Systems,” Birkhauser 2000, pp. 348. INTCONTMANSYST
Hybrid Dynamical Approach for FMS SchedulingDiscussions The good solution of scheduling is a key issue of the goodness of FMS actions effectiveness. Today's practice of solution is usually based on heuristic methods giving GANTT diagrams determining processing times for series. Hybrid Dynamical Approach changes the formulation of tasks. Demand rates are formulated for the inputs. Dynamic nonlinear determination of the process based on switching policies is possible. INTCONTMANSYST
Hybrid Dynamical Approach for FMS SchedulingResearch results The results of the present research are: • hybrid dynamical approach provides effective, overlapping production for practical tasks • the proposed demand rate determination method makes possible to met practical goals • the developed computing and simulation systems make possible to determine the goodness of planning parameters (demand rates, initial auxiliary buffer contents, etc.) INTCONTMANSYST
Demonstration of Hybrid Dynamical Approach for FMS Scheduling New Ways in FMS Scheduling By Prof. János SOMLO Budapest University of Technology and Economics, e-mail: somloj@eik.bme.hu INTCONTMANSYST
Content • What is the Hybrid Dynamical Approach for FMS Scheduling • Scheduling Problem for FMS • Determination of Demand Rates • The Active Buffer Technique • Conclusions INTCONTMANSYST
1. What is the Hybrid Dynamical Approach to FMS Scheduling Let us outline some basic points of HDA use. Consider a system given on Figure at the next page. This is a continuous analog of a part of a Flexible Manufacturing System. There are a number of tanks which are supplied with fluid. The incoming fluid flow rates are d1, d2, d3 ..etc. The servers are intelligent. It means that they drop the content of tanks in different rate. That is, from every tank the fuel is dropped with some specific rate qi, (i =1,2,3,…. I). The fuel may arrive from the central buffer, or from other servers. The fluid from a server may go to any of the tanks of the other servers, or to the output of the system which can be represented by the final product store. INTCONTMANSYST
q1 q2 q3 INTCONTMANSYST
Equations of the Motions INTCONTMANSYST
Switching Policies • CLB (Clear the Largest Buffer Level) • CAF (Clear A Fraction) • ETC. INTCONTMANSYST
Stability of Switching Policies INTCONTMANSYST
2. The Scheduling Problem for FMS One has: njobs (J1, J2,..., Jn), to be processed on mmachines (M1, M2,..., Mm). On machines we understand an equivalent group of machines, which can be in practice one machine, too. Sometimes instead of word machine we use server. For all of the jobs the number of parts ni the due date ddi , the release date ri (ri- is the time at which Ji becomes available for processing) is given. Tsch is the scheduling period. The CAPP subsystem determines for every job Ji (a job Ji is ni parts of type i ) the operation sequence oij ,where j=1,2,..., jl (jl- is the number of operation sequences), oij –is an integer showing in which machine the given operation is performed. Very important information are the processing timesqij . The processing times are determined by the operation planning subsystem of CAPP including the manufacturing data determination section. We note that the engineering database for scheduling is generated from CAPP results. But, it needs proper modification. In engineering database for scheduling it is convenient to apply , where is the number of machines in the equivalent group. INTCONTMANSYST
The GANTT diagrams INTCONTMANSYST
th h-th server 0 Tsch Determination of Demand Rates INTCONTMANSYST
Part demand ui demand rate di i1 i2 il t 3. Determination of Demand Rates at Hybrid Dynamical Approach INTCONTMANSYST
4. The Controlled Buffer Technique INTCONTMANSYST
Application of Auxiliary Buffer to Supply the Parts According to the Demand Rate INTCONTMANSYST
Conclusions • The idea to use switching server (hybrid dynamical) approach to the solution of FMS Scheduling problems opens high horizons. Realizing overlapping production, this approach may give significant economical effects. Determining the demand rates as proposed in the present material, or in more detail (and for multiple-machine case) in • Somló [4], simulation studies (based on LabVIEW, Taylor, Simple++ or others) are possible to clear the real nature of the processes. • Somlo. J., Hybrid Dynamical Approach Makes FMS Scheduling More Effective - Periodica Politechnika Budapest University of Technology and Economics, 2001 INTCONTMANSYST
Demonstration of Hybrid Dynamical Approach for FMS Scheduling Simulation Based Investigation By Alexander ANUFRIEV Ph.D. student Budapest University of Technology and Economics, e-mail: avanv007@hotmail.com INTCONTMANSYST
Warning! You should install the AVI codec to view following slides correctly. Install Now INTCONTMANSYST
Introduction • The simulation model is developed in Taylor ED discrete event simulation software. INTCONTMANSYST
Work with Model • Simulation system gives possibility to change parameters before and under the simulation run. • Parameters: • Demand Rate • Set up time of Server • Cycle time of Server • Number of Parts for every Part Type • Maximum Capacity of Buffers INTCONTMANSYST
Excel Connection The system writes down the History of the production process to Excel. INTCONTMANSYST
Another simulation system was developed by Koncz Tomas. (Diploma work at BUTE) INTCONTMANSYST
Optimal Robot Motion Planning(Research also supported by OTKA T029072) By Prof. János Somló and Ph.D. students: Alexey Sokolov Zoltán Nagy Vladimir Lukanyin INTCONTMANSYST
Introduction For practical application of robots the motion planning has key role. The optimization of robot motion has special importance for FMS. New research results were obtained in the field of: time-optimal, process-optimal, force effective, optimal trapezoidal motion planning. In the following demonstration the results are given. INTCONTMANSYST
Content 1. Parametric Method for Path Planning 2. Trajectory Planning Methods 3. Intelligent, 5-th Generation, LabVIEW Based Robot Control Device 4. The AUTRAP (Automatic Trajectory Planning) System 5. Conclusion INTCONTMANSYST
1. Parametric Method for Path Planning Literature survey: Shin K.G., McKay N.D. (1985), “Minimum-time control of robotics manipulators with geometric path constraints” IEEE of Automatic Control, AC-30, 6, pp. 531-541. J. Somló - B. Lantos - P.T. Cat (1997), “Advanced Robot Control” pp. 430, Akadémiai Kiadó, Budapest. INTCONTMANSYST
Parametric Method for Path Planning Direct geometry Yn Final point Zn Z B Xn B0 λ Initial point Cruising part Inverse geometry A Y A0 Transient part run out run in A B0 B A0 X INTCONTMANSYST
Parametric Method for Path Planning Differential Equation of the Motion From Euler-Lagrange Equation INTCONTMANSYST
2. Trajectory Planning Methods INTCONTMANSYST
Trajectory Planning Methods Content • 2.1 Time-Optimal Cruising • 2.2 Optimal Robotized Manufacturing • 2.3 Force Effective Trajectory Planning • 2.4 Optimal Trapezoidal Velocity Profile INTCONTMANSYST
2.2 Optimal Robotized Manufacturing J. Somlo (1997), “Robotized Manufacturing Process Optimisation”, RAAD’97 Conference, Cassino, Italy, June 26-28, 1997 INTCONTMANSYST
Optimal Robotized Manufacturing INTCONTMANSYST
Optimal Robotized Manufacturing Mathematical Model for Optimization 1.) System of Constraints 2.) Performance Index (cost) 3.) Tool Life Equation The extremal Tool Life Point Conception is obtained INTCONTMANSYST
Optimal Robotized Manufacturing INTCONTMANSYST
2.3 Constant Kinetic Energy or Force Effective Motion Somló J., Loginov A. (1997), “Energetically optimal cruising motion of robots”, 1997 IEEE International Conference on Intelligent Engineering Systems INES’97, Budapest, September 15-17 INTCONTMANSYST
Force Effective Motion Kinetic Energy INTCONTMANSYST
V Force Effective Motion INTCONTMANSYST
Force Effective Motion Constant Kinetic Energy General Case(Podurajev J., Somlo J. (1993), “ A New Approach to the Contour Following Problems in Robot Control (Dynamic Model in Riemann Space) )”, Mechatronics (GB) Vol. 3. N2.) T INTCONTMANSYST
Force Effective Motion Dynamic model in the Riemann space INTCONTMANSYST
Force Effective Motion Constant overall kinetic energy The constant kinetic energy motion of given position and velocity provides the highest external force INTCONTMANSYST
2.4 Optimal Trapezoidal Velocity Profile J. Somló - B. Lantos - P.T. Cat (1997), “Advanced Robot Control”, pp. 430, Akadémiai Kiadó, Budapest INTCONTMANSYST
Optimal Trapezoidal Velocity Profile • Time-Optimal motion has been determined • Trajectory is non-special Motion with a constant acceleration (deceleration) on the transient part INTCONTMANSYST
Optimal Trapezoidal Velocity Profile INTCONTMANSYST