Download
1 / 14
140 likes | 239 Views
MAQUINA EXPERIMENTAL MULTIEJES. GENERALIDADES. CONTENIDO. MODELADO. MANUFACTURA. CERO DE PIEZA. SELECCIÒN GEOMETRÍA. SELECCIÒN DE HERRAMIENTA. CREAR PROGRAMA. CREAR Y SIMULAR OPERACIÓN DE MANUFACTURA O TRAYECTORIA DE HERRAMIENTA. POST-PROCESO. Ejes coordenados.

E N D
MAQUINA EXPERIMENTAL MULTIEJES GENERALIDADES CONTENIDO
MODELADO MANUFACTURA CERO DE PIEZA SELECCIÒN GEOMETRÍA SELECCIÒN DE HERRAMIENTA CREAR PROGRAMA CREAR Y SIMULAR OPERACIÓN DE MANUFACTURA O TRAYECTORIA DE HERRAMIENTA POST-PROCESO
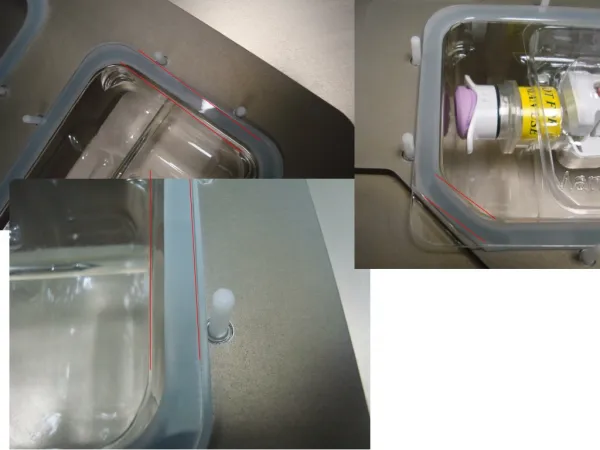
Ejes coordenados Sistema de coordenadas de pieza a la hora de utilizar el postprocesador para MX2000 3 ejes
Eje 6 Eje 1 Eje 2 Eje 5 Eje 4 Eje 3 Sistema de coordenadas • Eje 1: eje de rotación de la mesa • Eje 2: movimiento vertical del husillo, eje z • Eje 3: movimiento horizontal de la mesa, eje x • Eje 4: movimiento horizontal de la mesa, eje y • Eje 5: eje basculante de la mesa • Eje 6: eje de rotación del husillo
Trayectoria De Herramienta NOTA En el envío de instrucciones al controlador se tiene la restricción de capacidad de memoria ya que no es posible realizar el envío de estas mediante un DNC. Por tal motivo es necesario simplificar la estrategia o dividir manualmente los programas extensos de mecanizado. Estrategia de una sola pasada generada en UNIGRAPHICS.
POSTPROCESO • Es la parte del software CAM que recoge los datos de trayectoria de herramienta y los ordena con un lenguaje adecuado que entienda el controlador de la máquina a operar.
POSTPROCESADOR MODAL • Si la herramienta se moviera de una posición X0, Y0, Z0 a una posición X0, Y15, Z10, la forma de Postprocesamiento modal sería: • La instrucción WAITDONE es necesario que se coloque de manera consecutiva una vez se realiza una instrucción de movimiento. Esta tiene el fin de hacer que el control envíe cada instrucción de movimiento de manera controlada restringiéndola a que continué con la siguiente instrucción siempre y cuando los motores se hayan detenido (termine el movimiento de interpolación lineal o circular) LINE = 0,0,0,0 WAITDONE = 1,1,1,1 LINE = ,,15,10 WAITDONE = ,,1,1
POSTPROCESADOR MODAL Nota • Es necesario considerar que las comas distinguen el movimiento del eje a controlar. Si por ejemplo se tiene que desde el eje 2 los valores son modales la forma adecuada de postproceso será: LINE= ,2 WAITDONE=,1 A partir del eje 2 en este caso no podrán ser postprocesadas comas de separación. La siguiente nomenclatura no será permitida: LINE=,2,,,, WAITDONE=,1,,,,
'POSTPROCESADOR MX2000 'LUIS CARLOS SANDOVAL R 232226 'DANIEL ANDRES RAMIREZ R 232536 DRVREADY=15 WNDGS=1,,,,,1 SPEED=30,30,30,30,30 VELOCITY=1 ABSPOS=0,0,0,0,0 POSMODE=1,1,1,1,1 MOVE(2)=10 WAITDONE(2) '(Operación=SEMIACABADO ; HERRAMENTA=MILLMEDIA) '(T=3;D=12.70;R=6.35;CC=50.00;CM=100.00) SPEED(6)=1200 JOGSTART(6)=-1 MOVE= 0.0 , .127 , 49.971 , -1.694 , 0.0 WAITDONE=1,1,1,1,1 MOVE= , -30.955 , , , WAITDONE=1,1,1,1,1 FEEDRATE=20. LINE= , -33.955 WAITDONE= , 1 . . . . . . LINE= , , -49.742 , -5.072 WAITDONE= , , 1 , 1 LINE= , , -49.971 , -1.694 WAITDONE= , , 1 , 1 LINE= , , , 1.694 WAITDONE= , , , 1 MOVE= , -30.955 , , , WAITDONE=1,1,1,1,1 MOVE= , .127 , , , WAITDONE=1,1,1,1,1 JOGSTOP(6)=0 MOVE(2)=20 WAITDONE(2) MOVE=0,,0,0,0 WAITDONE=1,,1,1,1 MOVE(2)=0 WAITDONE(2) END CORRECION - CODIGO Errores del código después del post proceso
Errores MOVE= 0.0 , .127 , 49.971 , -1.694 , 0.0 WAITDONE=1,1,1,1,1 MOVE= , -30.955 , , , WAITDONE=1,1,1,1,1 . . . . . . MOVE= , -30.955 , , , WAITDONE=1,1,1,1,1 MOVE= , .127 , , , WAITDONE=1,1,1,1,1 Corrección MOVE= 0.0 , .127 , 49.971 , -1.694 , 0.0 WAITDONE=1,1,1,1,1 MOVE= , -30.955 WAITDONE=,1 . . . MOVE= , -30.955 WAITDONE=,1 MOVE= , .127 WAITDONE=,1 CORRECION - CODIGO
POSTPROCESO MAQUINA EXPERIMENTAL MULTIEJES INICIO