Download
1 / 50
520 likes | 648 Views
Preferred Utilities Manufacturing Corp. Fuel Oil Handling Systems Fuel System Design Considerations Part 1. Preferred Utilities Mfg. Corp. 31-35 South Street • Danbury • CT www.preferred-mfg.com. We Hate to Assume. Is it Common Knowledge ?. Or Not So Common Knowledge

E N D
Preferred Utilities Manufacturing Corp Fuel Oil Handling Systems Fuel System Design Considerations Part 1 Preferred Utilities Mfg. Corp. 31-35 South Street • Danbury • CT www.preferred-mfg.com
We Hate to Assume Is it Common Knowledge? Or Not So Common Knowledge A review of a few important basics
Pressure Basics The “Pressure” on the surface of the Earth (at sea level) is 14.7 pounds/square inch (psi).
More Pressure Basics • 14.7 psia = atmospheric or barometric pressure at sea level • Barometric is absolute pressure expressed as inches of mercury (Hg) Sea Level = 29.92 in. Hg. • Psig= gauge pressure (reads zero at sea level) • Psia = gauge pressure + atmospheric pressure • 1 psi = 2.036 in. Hg • 1 psi = 27.68 in. water
Head Pressure Attached to process Inches of Head For Water 1 psi = 27.7 inches of “water column” No matter how wide or large.
Specific Gravity and Head Pressure Specific Gravity of water is 1.0 The Specific Gravity (SG) of any other fluid is a ratio comparison to water. Numbers below 1.0 mean the fluid is lighter than water. Numbers above 1.0 means heavier than water. The SG Of #2 oil is .876 The Specific Gravity of mercury is 13.546
Head Pressure Comparisons 1 PSI of Head Pressure equals: 27.68 inches of water (SG = 1.0) 2.036 inches of mercury (SG = 13.546) 31.6 inches of #2 oil (SG = .876) 2.31 feet of water 2.60 feet of #2 oil
Pressure Scales and Gauges All different names for the same thing, “Pressure”.
Positive Displacement Pumps • Most fuel handling systems use positive displacement pumps. • For most practical purposes: • Positive displacement pumps are self priming • Flow stops when pump stops • pump discharge flow is constant for a given rpm • pressure is determined by downstream restrictions • when discharge flow is blocked, something breaks • motor horsepower is proportional to pressure • A safety relief valve with an unobstructed path to a tank is essential to prevent mechanical damage. • Pump-motor combinations produce fixed flows • Motor HP will determine max capable pressure
Positive Displacement Pumps • Spur Gear Pumps- (not that popular) • two meshed spur gears, one driven, one idling • suitable for high pressure • Internal Gear Pumps - (most commonly used) • two meshed gears, one driven, one idling • outer gear has internal teeth, inner spur gear • above 100 gets noisy • Screw Pump - (best pump, very expensive) • one driven and two idler screws pull oil through
Screw Pump Twin rotor Screw Pump Three rotor Screw Pump
Pump Slip • Some oil does bypass the pump internals • Typically less than 10% of pump displacement • ie: a 100 gpm pump must pump 110 to deliver 100 gpm • Higher pressure produces greater slip • Lower viscosity produces greater slip • Always size pumps for the expected pressure and flow rate • Size for worst case • Flow- size for min Viscosity • Pipe- size for max Viscosity
Designing a Fuel Oil Pumping System The Five Basic Steps in designing a fuel oil pumping system. • Calculate the required flow rate. • Estimate the maximum inlet suction pressure. • Estimate the required discharge pressure. • Choose a fuel oil pumping system • Select the proper control strategy
Step 1- Determine the Flow Rate Fuel Handling System Designs • For E-Gen day tank systems • Rate of use vs. duty cycle determines pump flow • Length of time without power to the pump set determines tank size • E-Gen sets – “RULE of THUMB” 7 GPH per 100kw • E-Gen sets - “RULE of THUMB” Use a 4:1 ratio so the pump runs only 25% of time. (Strictly engineer’s preference. Some say 1.5 times the E-Gen usage is enough. Each application will be different.) • For burner/boiler systems • Supply loops to multiple burners are usually piped series or parallel. • Series loops: total burning rate plus the pumping rate of the last burner only. • Parallel loops: total pumping rate of all burner pumps.
Day Tank Systems • Day tanks are used when it is desired to provide a supply of oil with a gravity head to: • small burners (10 to 50 gph, 100 bhp or smaller) • diesel generators • protects pump seals on burner or engine pump • Multiple day tanks may be filled from one pump set. • Day tanks are used when the burner or generator is a great distance from or above the main storage tank. • For emergency generators, day tank provides a period of operation without power to the pump set. • Oil in the day tank can be used for cooling generator components. • Day tanks can be drained and refilled automatically if oil gets too hot for use.
Day Tank Schematic Use an RBS, it’s expensive to dump oil on the roof A motorized ball valve will work better than a solenoid valve due to low dp across valve may leak and flood tank not in service. locating near tank will help prevent free-fall into tank and causing foaming keep at max distance apart Some city codes limit the amount of oil that can be stored above ground level
Generators with a Header System Header could be up 35 floors. 200 ft = 76 psi Pressure at pump will be 76 psi plus friction losses plus the head to reach the overflow line. Mount a RLS switch in the vent to shut off the pump. A header pressure switch will back up the RBS A BPV at the bottom of the return loop set at a pressure lower then the head will help prevent foaming in the tank.
Example of a E-Gen Day Tank System Parameters: • Generator is rated for 800 KW. • The generator must be able to operate for 3 hours without power to the pump set. • Use the recommended 4:1 run ratio. Requirements: Very Basic • Generator usage is 56 GPH • Minimum day tank is 168 gallons • Minimum pump flow rate is 3.73 GPM (224 GPH)
Example Continued Apply that information to the real world: • The recommended day tank depends on how the E-Gen is using the oil. • Local fire codes may limit the amount of storage above ground level. • The day tank may have to be larger to act as a heat sink for hotter return oil from the generator. • Spill containment size is based on local code requirements. • The pump capacity should have a 20% margin of error.
Burner/Boiler Systems • Most burners have a supply and return line. • Burner pumps will usually pump more oil than the burner will use. • 5 gph burner might pump 45 gph • 100 gph burner might pump 150 gph • Burners may be piped as parallel or series loops. • The oil pump set might provide atomizing pressure for the burner requiring high pressure loops (100 PSI) • Or the pump set may just flood the suction of the burner pump requiring a low pressure loop (10 PSI).
BurnerLoop Piped in Series “Flooded Supply Loop” Return line must be piped to the bottom of the tank to prevent foaming, air entrainment and possible loss of prime during off cycles. All three burners are operating at 100% firing rate – 100 GPH Typical piping of Preferred Inject Aire Burners.
Burner Loop Piped in Parallel “High or Low Pressure Loop” Use BPR to Insure min. PSI at Burner inlet
Advantages of Series vs. Parallel • With a series loop, pump flow is smaller • In a series loop if oil is heated, the heaters are smaller • Traditional series loop is usually very low pressure • Parallel loop may operate at high pressures • for pressure atomizing without burner pumps • use a back pressure valve where the supply and return headers meet to keep pressure only on the supply header • Flooded series loops have less air problems.
Determine the Pump Capacity Once the minimum flow capacity is determined, the actual pump capacity must be chosen. Allowances must be made for pump wear especially with high outlet pressures and low viscosity oil. Consider a safety factor to cover design approximations. “Rule of Thumb”- Once the actual flow requirement is determined, add a 25% margin of safety. Your not done yet! You still need to determine the system pressures.
Step 2- Maximum Inlet Suction • Atmospheric pressure (29.92" Hg)(14.7 PSIA) provides the force to get oil into the pump. • Most pumps can produce a 26" Hg vacuum • Good practice limits suction to a 15" vacuum or less • Typical design piping loss is 3" Hg or less • This leaves 10" Hg for static lift with a 2” margin of safety. • Pump must not be located more than 12 ft. above the bottom of the tank
Determining Inlet Suction • Determine gravity head in feet of oil. • One foot of oil is approximately 0.78" Hg. This means a maximum lift of 12 ft to stay at 10”Hg or less. • Determine loss through suction piping. • convert fittings, valves, etc. to equivalent diameters • add total length of pipe to equivalent for fittings • add loss through strainer and Anti-Syphon valves • If the suction pressure calculation is too high, increase the pipe size or lower pump relative to the tank.
Suction Piping Precautions • If both pumps in a duplex set may be run together, use total flow in the calculations • Figure static lift from bottom of tank • Use a 100% safety factor for strainer drop • Use a 40 or 100 mesh strainer for #2 oil • Use worst case viscosity in figuring loss
Pressure Drop through Pipe Pressure drop through pipe, Number 2 Fuel Oil Example: 250 GPH in a 1” pipe has a 1.0 PSI per 100 ft of pipe And it’s not linear- Twice the flow triples the pressure drop. Flow, Gallons per hour
Add Equivalent Lengths of Straight Pipe in Feet for Fittings and Valves Measure the straight pipe and add the below lengths to determine the total friction loss. Example using 1,2&3 inch pipe: Fitting 1 inch 2 inch 3 inch Gate Valve .60 1.2 1.7 Globe Valve 27 53 80 90 Deg. Elbow 2.7 5.2 8 45 Deg. Elbow 1.23 2.4 3.6 Tee (straight thru) 1.7 3.5 5.2 Tee (rt. Angle flow) 5.7 12 16 180 Deg. Return 6 13 18 Choose fittings and valves with the least pressure drop.
Step 3- Estimate Discharge Pressure • Pressure at the pump discharge is a sum of: • pressure needed at point of use plus: • total gravity head and • pipe losses • Generally, discharge piping is smaller than suction piping
Miscellaneous Cautions • Beware of entrained air • locate return and supply at opposite ends of tank • Pipe return line to bottom of tank • Avoid high lifts and “traps” • Allow for easy priming of pumps • Provide adequate vent lines • Provide properly sized day tank overflow lines • Design the system so it can be tested regularly • Provide a means to remove oil from the day tank so pump cycle can be tested • Generator testing usually not often enough or long enough to provide pump cycle testing.
Step 4- Choose a Fuel Oil Pumping Systems • Pick pump-motor pair with next greater flow rate • Motor HP based on PSI required (use the manufacturer’s pump curves for the correct combination) • Pump based on required flow- confirm pump curve – PSI vs Flow • Duplex and Triplex pumps share common suction and discharge piping • Most common is a duplex set • two 100% pumps, one for backup • control system can monitor flow, start lag pump • Triplex pump sets for large plants • three 50% pumps allow for one spare • two 100% “winter pumps” - one 50% “summer pump”
Step 5- Select a Control Strategy • What determines when the pump will start and stop? • continuous operation is usual for burner pumps • intermittent operation for day tank systems • Are you sequencing for filling multiple day tanks? • Do you have provision for automatic pump back-up? • based on flow or pressure at pump discharge • flow switch is used where gravity head is constant • What alarms do you need for a malfunction? • Do you require automatic testing? • What will cause a safety shutdown?
Automatic Start-Stop of Pumps • Burner loop pumps might automatically start with a gas changeover • make certain that the pumps are tested and primed • might start pumps at 25 degrees if changeover is at 20 • Burner loop pumps should run continuously • Cycling the main pumps with the burner is not recommended • energy saved doesn’t pay for nuisance shutdowns on loss of prime • On generator header systems, the supply pumps start when a generator runs • Day tank filling pumps will cycle on and off when a tank needs fuel
Semi-Automatic Pump Set • Starts and stops based on a remote demand. • Designed for low cost applications. • Could be relay logic for simplicity or a small PLC for flexibility. • Usually used when there is a call for operation where the pump will stay on during the boiler or Egen operation. • Very limited options. • Will usually have a pump base leak switch to shut down the pumps. • Lead pump fail back-up. • Alternates Lead/Lag operation of pumps.
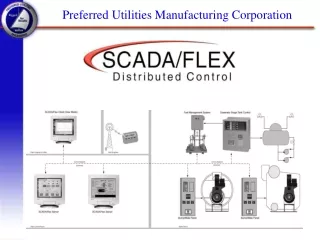
Automatic Pump Set • Plant Wide Controller • UL Labeled Control • One (1) PWC-Cxxxxxx Controller • One (1) "D" 120 VAC Discrete Input Card • One (1) "H" HOA-ROUT Relay Output Board • Motor Starter Cabinet • Control circuit transformer (if required) • Alarm Bell • Two magnetic motor starters with overload protection • Two motor circuit breakers
Automatic Pump Set Features • Built In Run Time Meters • BAS Modbus Standard • Built In Tank Gauge • Auto Pump Prime & Suction Line Integrity Checking based on day of week • Automatic Alternation Based on Run hrs • Large 16 line x 40 character display • 200 Point Alarm and Event Summary with Time and Date Stamp
Automatic Pump Set Features • Advanced Communications Modem • Dial In from PC • Dial out to pager • Wire Float and Analog Input Board • Accepts up to 8 tanks or discriminating sensors • BAS Discrete Signals for Leak, Overfill etc • Drip Pan Leak Switch • Duplex Strainer • Duplex Strainer DP Switch & Indicator
Sample Alarms • Failure of a pump to provide flow • Failure of both pumps to provide flow • Low level in a day tank • High pressure in system • High level in a day tank • Leak in a day tank or pump set containment • Leak in double wall piping • Dirt buildup in strainers and filters • High oil temperature in the day tank
What About Automatic Testing • Start burner loop pumps daily for 10 minutes • Start generator header pumps daily • Check for proper flow or pressure • Alarm on system failure for preemptive repair Will that pump set be ready when you need it the most?
Pump Failure and Backup Operation • The lead pump is call on for operation. • Within 15 seconds all inputs must be proven or the lead pump will be considered failed. -Starter not tripped on overload or failed. -Flow switch or pressure switch proven. • If the lead pump fails the lag pump will automatically start. • If the lead pump starts and runs ok for a time beyond the first 15 seconds, a loss of any input will result in an immediate start (no timed delay) of the lag pump. • If the lead pump can not keep up with the demand and the day tank reaches the low level float, the lag pump will start to assist the lead pump.
Sample Shutdown Conditions • Leak in piping (oil detected in the containment area) • Day tank leak (oil in the containment basin) • On multiple day tank applications, all day tanks must show a leak condition to stop pumps. • Pump set leak (oil in the base pan) • Low level in the main tank • All pumps failed • Supply and return valves not properly aligned
Control System Summary • Different applications need different strategies • Control system is as important as the mechanical design of the system • Custom design to suit an application is the key to a reliable fuel system • PLC and PWC logic allows maximum flexibility and monitoring of many points • System may be interfaces with a building management system • Make sure you know the complete scope of the system before you complete your design
Preferred Utilities Manufacturing Corp 31-35 South Street • Danbury • CT T: (203) 743-6741 • F: (203) 798-7313 www.preferred-mfg.com