Download
1 / 27
270 likes | 408 Views
Loading Tools Work Preparation / Discussion. UniBe-UniGe meeting of February 10 th , 2012. Maarten, Franck, Coralie , Didier. Overview and target. Experience so far 1 stave loading with digital modules – Stave-1: Jigs version -1 and CERN stave

E N D
Loading Tools Work Preparation / Discussion UniBe-UniGe meeting of February 10th , 2012 Maarten, Franck, Coralie, Didier
Overview and target • Experience so far • 1 stave loading with digital modules – Stave-1: Jigs version -1 and CERN stave • 2 stave loading with Si-heaters – Wuppertal stave (1 under test at CERN) • 1 stave loading with ceramic heaters • Handling frame with section 50x50 from Swiss Composit • Stave 0 – 1st target • 2 stave0 to be built from March 12 (sequentially) • Final handling frame from Composit Design (2 bare prototypes exist) to be machined and equipped • Loading tools to be design and produced for Production Readiness Review (PRR) • All the sequences loading and QA will have to be tested, qualified and OK • Make a PRR and a document to described all the working steps • Production target • 14 good staves + spares to be fabricated • 30 handling frame + extenders + cable-PCB saver sets will be targeted • All the tooling sets to be made according to the feed back from stave 0 pre-production • Production will start around July 12 2
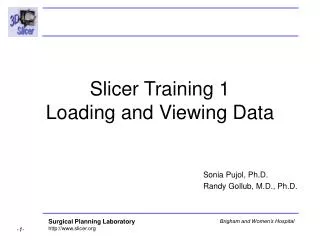
Recall - Stave-1 with 1st Loading Experience • 1st experience with the reception test and USBPix test bench • Module pigtail trimming and handling (special tooling under development by CPPM for the production) • Module loading practicing with jigs v-1 • Wing folding and gluing: simple holding jig but the adhesive is not suitable • Wire bonding went well except in the region where there was missing glue Module reception tests Wire bonding Electrical connection from flex to module Loaded module Digital modules Loading modules 3
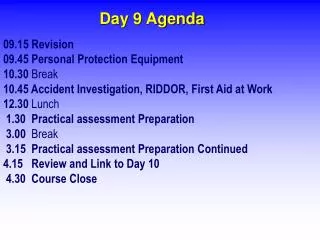
Loading experience with Ceramic and Si-heaters Under wire bonding • Stave with ceramic heaters – completed since end of last year • Still need protection covers (from François-Xavier) Ceramic heaters – 7 types Thermal grease spreading with mask • 1st stave with 1.5mm pipe and Parylene coating • Problem: Middle support pin 140m too high as compared to the 3D models!!! • Loaded and equipped with soft braid cables and PT100 To survey!!! Parylen coating Half loaded stave Stave equipped with cables and PT100 4
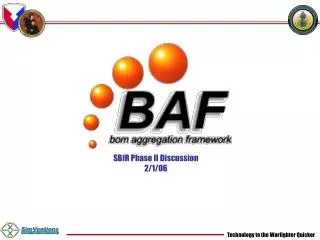
Production Flow Flex prod CERN Flex loading and QA Genova Stave-Flex Assembly CERN Stave-Flex QA CERN Bare stave prod Wuppertal Stave Metro + Fitting CPPM UniGE – Loading & QA UniGe Loading Wire bonding & QA Metrology Env. QA Planar Prod. CiS Reception QA Wing gluing Thermal Cycl. Readout QA Module assembly and QA Bonn 3D Prod. FBK/CNM Bump bonding UBM/IZM CERN SR1 Module assembly and QA Genova Stave burn-in & QA Pipe extension - Brazing Stave to beam pipe integration FEI4B IBM 5
Activities at UniGe • Reception tests – QA • Module planar and 3D readout tests (Bump bonding check) + visual inspection • Stave-flex thermal cycling + metrology + visual inspection (Stave mounted onto endblock face plate side) • Loading • Quick inspection + module pigtail trimming + logistics • Placement of stave in the cradle + wing retract • 1st side loading: thermal grease + glue dots + module placement + load weight + inspection • 2nd side loading (same operations as for 1st side) • Wing attachment - By group of two wings and to be repeated 16 times • Module glue spreading • Wing release + guide placement + weight + insepction • Wire bonding and QA • Stave + handling frame placement in the cradle at 1 position then wire bonding • Repeat above at 2 other longitudinal positions • Placement of the stave on the pull tested cradle + pull tests of few wire bonds on test pads 6
Activities at UniGe – Con’t • Thermal cycling • - Post polymerization of glue dots at +30°C during 1 hour • Thermal cycling of one or several staves from -40°C to + 40°C 10 times • NB: Release the PMMA cover screws • Metrology survey • Metrology survey of the 20 module versus stave location pins • NB: Fiducial marks to survey at the corners of the planar and 3D sensors • Stave functional tests and readout (side by side for stave 0) • - Stave to be inserted into a Styrofoam box and connected at the PCB savers for power, DCS and readout + fitting connection • - Flush the box with nitrogen. When dry enough cool down the stave • Make functional tests LV and HV + readout with RCE readout system • Stave envelop QA • Check the stave envelop: Wing + Omega-flex + module (to be defined properly the acceptance) 7
Overview of the Loading Tools • Tooling under design and fab for stave0: • Handling Frame (UniGe): 2 pre-series soon release for machining • - Production to release with Composite Design • - Design and machining of the handling frame features + extenders (UniGe/UniBe) • Handling frame covers (UniGe): 2 prototypes produced but need updates • - Production to release with local company • Loading cradle (UniGe/UniBe): Under design now • - Tooling consists of: Cradle, module location rules, shims blocks and locking system, 190 microns shims, grease mask, glue mask for wing, Intermediate foam feet and wing retract, module weight, wing weight • - Camera support with the common cradle socket – (UniBe) • Bonding cradle (UniBe): Already made for stave -1 and ~OK for production • Pull test cradle (UniBe): Design under study • HV insulation bars (UniBe): Design and fabrication still to be made • Styrofoam box for stave readout test (UniGe): Design and fabrication to be made • Sucking tool (UniBe): Design under study • Module pigtail guillotine (CPPM): Done – To be shipped to UniGe • Stave envelope check (UniGe): Design and fabrication still to be made Goal is the validate the tooling with stave 0: - 2 handling frame + covers. Once validated 30 additional will be made - 1 set of loading tools will be made. Once validated 2 other sets to be made 8
Handling Frame - From old to new version Motivation for a second version is the precision machining cost of the extenders • Handling frame features: • One dedicated handling frame per stave. Once the two side flexes are glued on the stave, it will never leave its support until it is integrated around the beam pipe • Its functions are: storage, handling, interface for loading, wire bonding, electrical tests, thermal cycling, metrology, cooling pipe extension and integration stand • It consists of 3 parts: a 1m central CRFP support structure plus 2 extenders of ~ 250mm on each side holding the PCB saver and pipe stress relieve blocks • Three protection covers made of transparent PMMA will be attached for transport and storage • Mechanical precision parts: • 1 central side location slot to reference the longitudinal loading and also for the integration stand • Precision machining of stave support blocks with respect to the above slot and stave surfaces • Surface precision obtained from the stave fabrication – no need of post machining 9
Handling Frame - Few illustrations of the new version Side extender made of a CFRP plate Full length 1.m5 handling frame Half view with segmented covers for side connection access Protection covers made of transparent PMMA 10
Handling Frame - Few illustrations of the new version Other side view with flex and PCB saver + PP0 region PCB saver with connector layout Side view with protection cover Prototype flex & PCB savers received and loaded but still to be tested Side covers must be removed for electrical and cooling connections 11
CFRP prototype tube produced by Composite Design Handling frame – Con’t Central support Support - precision location Support foot for stave (Made by Uni. Berne) Support – Alignment slot Version 3 with latest feature End support on the face plate side 12
Handling frame parts - Shopping list • 1m long CFRP tube (from Composit Design) to be machined by Programme SA expected ~Feb 20th • Stave support block (UniBe) Done (nice quality) • Other parts: Cable saver support, extender feet, right- and left-hand side PP0 support • To be done by UniBe. Can this be confirmed? • PP0 holders in plastic 3D stereo-photolithography for stave 0 prod one to be made by molding • “U-shape” stave support – Design still to be made Who will do it? • Extenders water jet cutting Done • Final assembly Can this be targeted for beginning of March • 2 sets of cable and PCB savers: Should be produced before validation/check (Yannick) • Pipe stress relieve (CPPM) Followed by Eric. VCR fitting will have to be ordered! Target is to get 2 sets of fully equipped handling frame beginning to mid-March! 13
Reception sequence – 3D views Reception of stave with covers to be removed Transfer of end-block fixations to the U-blocks 14
Loading sequence – 3D views Insert the wing retract blocks Place stave handling frame into the cradle Place grease masks Grease spreading Mask removals Insert longitudinal rule Insert Z0 alignment 1st module placement Spacer + 2nd module 15
2nd spacer Loading sequence – 3D views ½ stave with module located Lateral rule envelope End side envelope 1st weight All weights Lateral rule removal End side ref rotation and 16
Removal of guiding rule Loading sequence – 3D views 1 spacer fully removed Rotation/extraction of spacer rotation of central guide + removal of lateral guide 1st side completed and ready for loading the second side 17
Wing attachment sequence – 3D views Stave in wing attachment cradle Rotation of mask on top of the module Block support mask located for 1st module 3 Glue spreading (Epoxy) Removal of the mask Wing retract block removed Wing jig block installed Wing clamped 18
Wing attachment sequence – 3D views Back support stave slided Wing loaded with weight Next module and same sequences as described previously 19
Wing attachment sequence – 3D views 19 20 21 20
Agreed actions and plans • A little time remains for stave0 fabrication plan. Why? • FEI4B chips (production chips) are in production and they are performing well • FEI4A module for stave0 is progressing well at Bonn and Genova (we will learn more next week at IBL general meeting) • Stave flex are delivered and will be populated and tested in Genova • Tooling for flex to stave assembly is progressing • Stave fabrication is working fine and 1st real stave (final design) already loaded with Si-heaters • Target is to have tooling ready for beginning of April for 1st stave0: • It is only 6-7 weeks from now! • If we want to be efficient we have to make a part list (nomenclature) of all the tooling: handling frame + loading tool + wing gluing + other tools • Distribute the work amongst us: UniGe, UniBe, CPPM • Each will have to make the design fab and fabrication work based on a 3D model • Need to track the progress on weekly basis for each items of the part list for 3D, fabrication drawings, Machining/production, Assembly • Make a global stave loading and QA sequences to be reviewed 21
Other tools 26