Download
1 / 15

E N D
Prepared By : Prepared By : Mazadul Hasan sheshir ID: 2010000400008 13thBatch (session 2009-2013) Department : Wet Processing Technology Email: mazadulhasan@yahoo.com Blog : www. Textilelab.blogspot.com (visit) Southeast University Department Of Textile Engineering I/A 251,252 Tejgaon Dhaka Bangladesh ©right
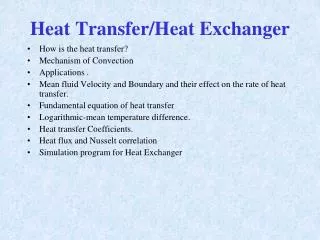
Thermoplastic Fabrics 1. Heat-setting or thermosetting is a heat treatment applied to fabrics made of thermoplastic fibers such as polyester or Nylon to impart dimensional stability. 2. Heat-setting affects the dye-ability of the fiber. Usually it decreases its dye-ability, and therefore when performed before dyeing it is extremely important to apply the heat- setting uniformly. 3. Uneven temperatures in the oven may cause differences in the fabric from selvage to selvage and/or from selvage to center which will show later as unlevel dyeing.
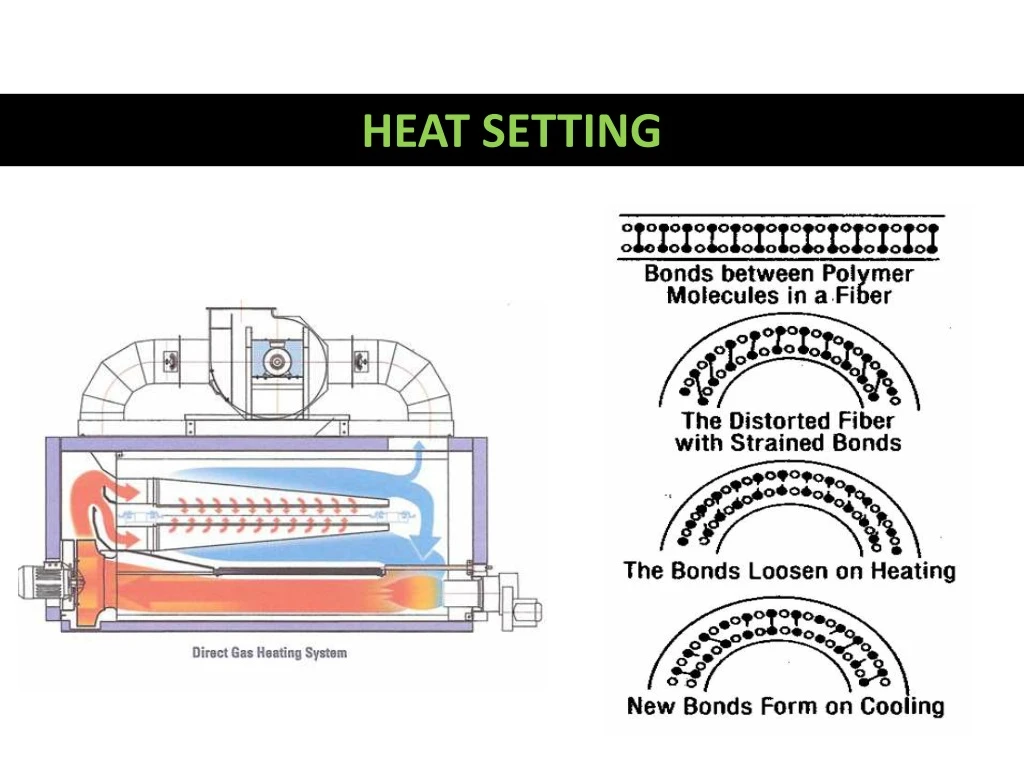
Heat Setting HEAT SETTING This operation is crucial for fabrics made of synthetic fibres (PE, PA, elastomers), for triacetate, and partly for PAC fibres (setting), since it grants excellent dimensional stabilisation and crease- proof properties, maintained till the fabric is exposed (by air blowing) to temperatures exceeding the heat setting one (after being treated with water at a temperature above the second order glass transition temperature, i.e. 80-85°C for acrylics). Heat setting is carried out on gray fabrics (scarcely applied), on scoured fabrics (frequently applied) and on dyed fabrics (scarcely applied). The process grants excellent dimensional stability and good crease-proof properties. As far as operating conditions are concerned, the fabric must be treated in accurately controlled moisture and temperature conditions.
HEAT SETTING MECHANISOM The setting temperature used is above Tg. In heat setting, inter-chain bonds, such as hydrogen and dipole bonds, break. This allows the molecular chains to move and adopt new, stress-free positions. New intermolecular bonds then form with the fabric in a relaxed condition at the setting temperature. After cooling, the polymer molecules in the filaments become frozen in place. The new bonds are stable up to the heat setting temperature. The reorganized internal polymer structure, and the material’s dimensions, will be stable. 5
Temperature Range Fibre Min T. °C Max. T. °C Time (in seconds) Polyester (PE) 170 210 15-50 Polyamide PA 6.6 170 210 15-40 Polyamide PA 6 160 180 15-40 Triacetate 160 180 15-40 Acrylic (PAC) 160 180-200 15-40 Elastomers 170 180-200 15-40
Heat setting: Elastic Fabrics Heat setting: this process is crucial to give the fabric an optimum dimensional stability. It is recommended to carry out a heat setting treatment before any further wet treatment in order to avoid the formation of possible creases and folds. An optimum heat setting requires a temperature ranging between 180°-200°C, which must be maintained constant for at least 45 minutes. An optimum heat setting also requires the use of an indirect-air heating stenter, allowing more uniform temperatures and no-gas conditions, which could lead to fibre yellowing. The fabric is weighed at the entry of the stenter and then subjected to steaming. Since the fabric shrinks during the heat setting treatment, the fabric width on the stenter must exceed the desired width by 5-10%. An excessive heat setting could decolorise the fabric while an insufficient heat setting will result in poor fabric stability.
PURPOSE OF HEAT SETTING The purpose of heat setting is to dimensionally stabilize fabrics containing thermoplastic fibers. Polyester and nylon are the principal fibers involved. Blended polyester/cotton fabrics are produced in large quantities. These fabrics may shrink, or otherwise become distorted either during wet processing or in the consumer's hands. Heat setting is a way of reducing or eliminating these undesirable properties. The process is relatively simple - pass the fabric through a heating zone for a time and at a temperature that resets the thermoplastic fiber's morphology memory.
PURPOSE OF HEAT SETTING The new memory relieves the stresses and strains imparted to the fiber by the yarn - making and weaving processes, and makes stable the configuration it finds itself in flat smooth fabric. This newly imparted memory allows the fiber to resist fabric distorting forces and provides a way to recover from them. The time and temperature needed for the heat treatment depend on fabric density and previous heat history of the polyester. Time and temperature must exceed that imparted by previous heat treatments. Usually 15 - 90 seconds at temperatures of 385 - 4150 F. will suffice. The heat setting equipment can be hot air in a tenter frame, or surface contact heat from hot cans. While the process is simple, careful control is required.
POINTS OF CONCERN Heat setting reduces polyester's dye up take. Heat -set goods dye lighter and slower than non heat -set good. For uniform shades, side to center, front to back and beginning to end exposure to heat must be controlled and uniform, otherwise these differences will show up in the dyed cloth. Heat - setting can be done either at the end of wet processing or at the beginning. At either point, the goods must be free of wrinkles and other distortions otherwise the distortions will be permanently set. Care must be taken when heat -setting greige goods sized with polyvinyl alcohol.
POINTS OF CONCERN At high temperatures, PVA will dehydrate, becoming discolored and insoluble in water. While greige heat -setting may be particularly beneficial when preparing easily distorted fabrics, one may have to settle for less than the full heat -setting benefit in order to still remove the size. For these cases, alternate mechanical handling preparation equipment may be the answer. Heat -setting harshen the hand and stiffens the fabric. The condition is more prone to happen when contact heat is used. The fabric may become flatter and develop an unwanted gloss or sheen.
Machines Used For HEAT SETTING Machines used: Stenters. 1. Fluctuating temperatures inside the stenter cause a consistent variation of crystallinity in the fibre structure, which leads to different affinity for dyes. 2. The moisture in the fibre produces soft hand, but variable moisture percentages in the different fabric sections create the above mentioned defect (variable crystallinity). 3. Too low temperatures do not allow a good setting while too high temperatures and too long 4. setting times cause yellowing (PA and elastic fibres), stiff hand (acrylics), and loss of elasticity (elastic fibres).
Machines Used For HEAT SETTING 5. The presence of combustion gas (NOx) produces a yellowing of the elastomers. 6. The heat setting process carried out before scouring could fix the stains on the fabric or make the scouring process more difficult due to the modification of the lubricating products (cracking with emission of polluting gas). 7. Heat setting after dyeing could lead to the sublimation of disperse dyes (if not accurately selected).