Download
1 / 1
40 likes | 109 Views
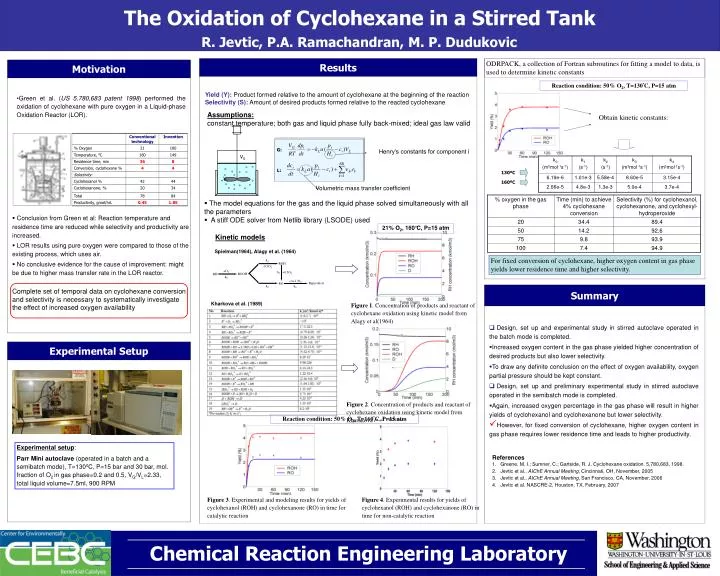
Results. ODRPACK, a collection of Fortran subroutines for fitting a model to data, is used to determine kinetic constants. Motivation. Reaction condition: 50% O 2 , T=130 º C, P=15 atm. Yield (Y): Product formed relative to the amount of cyclohexane at the beginning of the reaction

E N D
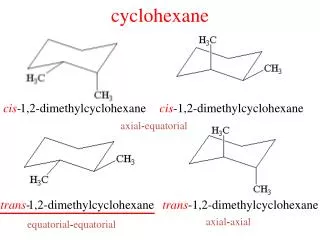
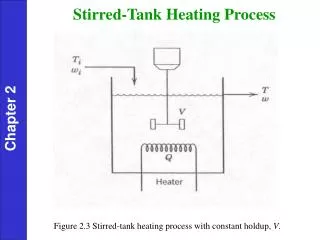
Results ODRPACK, a collection of Fortran subroutines for fitting a model to data, is used to determine kinetic constants Motivation Reaction condition: 50% O2, T=130ºC, P=15 atm Yield (Y): Product formed relative to the amount of cyclohexane at the beginning of the reaction Selectivity (S): Amount of desired products formed relative to the reacted cyclohexane • Green et al. (US 5,780,683 patent 1998) performed the oxidation of cyclohexane with pure oxygen in a Liquid-phase Oxidation Reactor (LOR). The Oxidation of Cyclohexane in a Stirred Tank Assumptions: constant temperature; both gas and liquid phase fully back-mixed; ideal gas law valid Obtain kinetic constants: G: Henry’s constants for component i VG L: 130ºC VL 160ºC Volumetric mass transfer coefficient • The model equations for the gas and the liquid phase solved simultaneously with all the parameters • A stiff ODE solver from Netlib library (LSODE) used • Conclusion from Green et al: Reaction temperature and residence time are reduced while selectivity and productivity are increased. • LOR results using pure oxygen were compared to those of the existing process, which uses air. • No conclusive evidence for the cause of improvement: might be due to higher mass transfer rate in the LOR reactor. • Complete set of temporal data on cyclohexane conversion and selectivity is necessary to systematically investigate the effect of increased oxygen availability 21% O2, 160ºC, P=15 atm Kinetic models Spielman(1964), Alagy et al. (1964) For fixed conversion of cyclohexane, higher oxygen content in gas phase yields lower residence time and higher selectivity. Summary Kharkova et al. (1989) Figure 1. Concentration of products and reactant of cyclohexane oxidation using kinetic model from Alagy et al(1964) R. Jevtic, P.A. Ramachandran, M. P. Dudukovic • Design, set up and experimental study in stirred autoclave operated in the batch mode is completed. • Increased oxygen content in the gas phase yielded higher concentration of desired products but also lower selectivity. • To draw any definite conclusion on the effect of oxygen availability, oxygen partial pressure should be kept constant. • Design, set up and preliminary experimental study in stirred autoclave operated in the semibatch mode is completed. • Again, increased oxygen percentage in the gas phase will result in higher yields of cyclohexanol and cyclohexanone but lower selectivity. • However, for fixed conversion of cyclohexane, higher oxygen content in gas phase requires lower residence time and leads to higher productivity. Experimental Setup Figure 2. Concentration of products and reactant of cyclohexane oxidation using kinetic model from Kharakova et al (1989) Reaction condition: 50% O2, T=160ºC, P=15 atm Experimental setup: Parr Mini autoclave (operated in a batch and a semibatch mode), T=1300C, P=15 bar and 30 bar, mol. fraction of O2 in gas phase=0.2 and 0.5, VG/VL=2.33, total liquid volume=7.5ml, 900 RPM • References • Greene, M. I.; Sumner, C.; Gartside, R. J. Cyclohexane oxidation. 5,780,683, 1998. • Jevtic et al., AIChE Annual Meeting, Cincinnati, OH, November, 2005 • Jevtic et al., AIChE Annual Meeting, San Francisco, CA, November, 2006 • Jevtic et al. NASCRE-2, Houston, TX, February, 2007 Figure 3. Experimental and modeling results for yields of cyclohexanol (ROH) and cyclohexanone (RO) in time for catalytic reaction Figure 4. Experimental results for yields of cyclohexanol (ROH) and cyclohexanone (RO) in time for non-catalytic reaction Chemical Reaction Engineering Laboratory