Download
1 / 26
260 likes | 378 Views
Next European Dipole (NED) Status Report. Arnaud Devred CEA/DSM/DAPNIA/SACM & CERN/AT/MAS on behalf of the NED Collaboration CARE Steering Committee Meeting 5 September 2005. Some very good news…. …for our American colleagues!.

E N D
Next European Dipole (NED) Status Report Arnaud Devred CEA/DSM/DAPNIA/SACM & CERN/AT/MAS on behalf of the NED Collaboration CARE Steering Committee Meeting 5 September 2005
Some very good news… …for our American colleagues! • The DOE has agreed to fund the US-LHC Accelerator Research Program (LARP) with a budget of 11 M$ for FY06 (approved by Congress but not yet signed by the President. • This budget level should be kept constant for a few years (until 2009?) • For FY06, it will be divided up into 5 M$ for magnets, 4 M$ for accelerator-related R&D and 2 M$ for management (shared between FNAL, BNL, LBNL and SLAC). • The goal of the magnet part of LARP is to build by 2009 one or two 4-m-long, 90-mm-aperture, 200 T/m quadrupole magnet prototypes.
Some pretty sad news… …for the NED collaboration! • The EUROMAG NEST Adventure proposal has been turned down by the EU on the ground that it was not “adventurous” enough… • Hence, we are back to square one regarding the funding of the model magnet manufacturing and test…
NED Programme • The NED Programme is articulated around four Work Packages and one Working Group • 1 Management & Communication (M&C), • 2 Thermal Studies and Quench Protection (TSQP), • 3 Conductor Development (CD), • 4 Insulation Development and Implementation (IDI), • 5 Magnet Design and Optimization (MDO) Working Group. • It is carried out by a collaboration made up of 8 institutes: CCLRC/RAL, CEA, CIEMAT, CERN, INFN/Genova and INFN/Milano, Twente University (TEU) and Wroclaw University of Technology (WUT).
M&C Work Package • We have held three Steering Committee (SC) meetings since the beginning of the year • 20 January at CERN • 14 April at CERN • 7 July at WUT • Next SC meeting will be held at CERN during the CARE general meeting; next ESAC meeting will be held at CERN before or after the planned HHH/WAMDO (April 2005). • Second quarterly report will be completed by the end of the week. • All relevant documents are stored into EDMS and posted on the NED website • http://lt.tnw.utwente.nl/project.php?projectid=9
TSQP Work Package • The TSQ Work Package includes two main Tasks • development and operation of a test facility to measureheat transfer to helium through conductor insulation • (CEA and WUT; Task Leader: B. Baudouy, CEA), • quench protection computation • (INFN-Mi; Task Leader: G. Volpini).
GHe LHe Pumping Cryogenic vessel Heat exchanger piping Insert Heat exchanger Expansion valve He I Radiation shields He IIp Experimental volume He IIs Vacuum container Heat Transfer Measurement (1/3) • The first part of the Task was to design and build a new double bath cryostat. • CEA wrote detailed specifications that were handed out to WUT in June 2004. • WUT performed a call for tender in the Summer of 2004 and selected Kryosystem in Poland to manufacture the cryostat. Schematic of NED cryostat (courtesy F. Michel, B. Baudouy and B. Hervieu, CEA)
Heat Transfer Measurement (2/3) • A first reception test of the cryostat was carried out on Kryostem’s premises the 3rd week of April 2005, which revealed a few problems. • WUT reacted very promptly and worked in close collaboration with CEA to correct these problems. • A second reception test was carried out the 2nd week of July 2005 (including thermal and leak tests in liquid helium at 4.2 K), which was deemed successful. • The cryostat will be delivered to CEA/Saclay on 19 September, for final implementation and commissioning. • The 6-month delay with respect to the initial schedule is not expected to any deleterious impacts on the overall NED Programme.
Heat Transfer Measurement (3/3) Cryostat with thermal shields Lambda plate Inner view of cryostat with Instrumentation (Courtesy M. Chorowski, WUT) He II heat exchanger
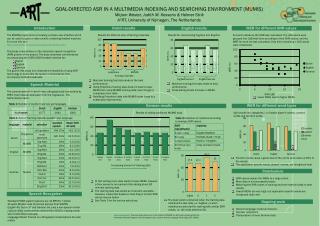
Quench Computation (1/3) • INFN-Mi has undertaken a detailed analysis of the thermal and electrical behaviors of NED-type accelerator magnets during a quench. • The computation was started considering the “conservative”, 88-mm-aperture, cos, layer design developed by D. Leroy. • It studied the influence of • magnet length (1, 5 and 10 m), • operating current (15, 22 and 29 kA), • external dump resistance (15, 25 and 35 m), • quench detection delay (30, 40 and 50 ms), • quench protection heater length. • It also compared the results obtained by two different codes: QLASA at INFN-Mi and QUABER at CERN.
Quench Computation (2/3) • The results show that, for the entire parameter space, the magnet is quite safe to operate, thereby justifying the choice of wire and cable parameters made early on. Quench simulation results on 10-m-long, 88-mm-aperture, cos, layer design (Courtesy M. Sorbi INFN-Mi)
Quench Computation (3/3) • Similar computations have now been started on the more “innovative”, 160-mm-aperture, slot design also proposed by D. Leroy. • The quench computation task is near completion. 88-mm-aperture, layer design (Courtesy D. Leroy, CERN) 160-mm-aperture, slot design (Courtesy D. Leroy, CERN)
CD Work Package • The CD Work Package includes two main Tasks • conductor development • (under CERN supervision; L. Oberli has now taken over D. Leroy as the official Task Leader), • conductor characterization • (CEA, INFN-Ge, INFN-Mi, and TEU; Task Leader: A. den Ouden, TEU). • It is the core of the programme and absorbs about 70% of the EU allocated funding.
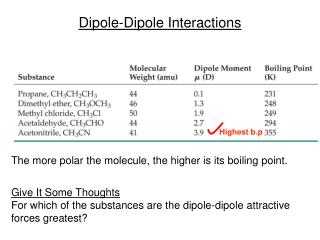
Conductor Development (1/2) • As a conclusion of preliminary design studies carried out in 2003 and 2004 under the supervision of D. Leroy, the following specifications were derived for NED Nb3Sn strands • diameter 1.250 mm, • eff. filament diameter < 50 mm, • Cu-to-non-Cu ratio 1.25 ± 0.10, • filament twist pitch 30 mm, • non-Cu JC1500 A/mm2 @4.2 K & 15 T, • minimum critical current 1636 A at 12 T, • 818 A at 15 T, • N-value > 30 at 4.2 K and 15 T, • RRR (after heat treatment) > 200. • (It is also requested that the billet weight be higher than 50 kg.)
Conductor Development (2/2) • Based on these specifications, a call for tender was issued by CERN in June 2004 and two contracts were awarded in November to 2004 to Alstom/MSA in France (“Enhanced Internal Tin” process) and SMI in the Netherlands (“Powder in Tube” Process). • After discussion with CERN, the two companies agreed to work out their development program into two successive RD Steps (referred to as STEP 1 and STEP 2) followed by final cable production. • A tentative schedule was established as follows • STEP 1: Summer 2005, • STEP 2: Summer 2006, • Final production: December 2006.
Conductor Characterization (1/2) • The NED-type conductor characterization represents a real challenge, given the unprecedented performances that are expected (e.g., a critical current of ~1600 A at 4.2 K and 12 T on a 1.25-mm wire, to be compared to the timid ~200 A presently achieved on 0.8 mm ITER wires). • To validate sample preparation and measurement processes, the laboratories involved (CEA, TEU and INFN) have launched a cross-calibration program reminiscent of the ITER/EDA cross-calibration program carried out in the mid-1990’s. • Since the Summer of 2004, three rounds of calibration wires have been prepared and circulated among the various partners.
Conductor Characterization (2/2) • TEU and INFN have now achieved a good convergence. • The problems at CEA have been identified and are being solved. • All 3 partners should be ready when the first wires become available. SMI/Toshiba Test Wire (results are within 2%) (Courtesy T. Boutboul, CERN)
FE Wire Model • In Parallel, INFN-Mi has started to develop an ANSYS model of an “un-reacted,” Alstom/MSA-type wire so as to simulate cabling effects. • Running such a computation requires a detailed knowledge of the mechanical properties of the materials making up the wire (in the cold work state where they end up prior to the cabling operation). • To determine these properties, CERN has carried out a series of nano-indentation and micro-hardness measurements on various wire samples, and compared the results with available literature data. • The next step is to apply this model and the appropriate mechanical properties to the wire layouts presently considered by Alstom/MSA.
IDI Work Package • The IDI Work Package includes two main Tasks • studies on “conventional” insulation systems relying on ceramic or glass fiber tape and vacuum-impregnation by epoxy resin • (CCLRC; Task Leader: E. Baynham), • studies on “innovative” insulation systems relying on pre-impregnated fiber tapes and eliminating the need for a vacuum impregnation • (CEA; Task Leader: F. Rondeaux).
Precrack (release film) Crack growth from test Conventional Insulation (1/2) • CCLRC and CEA have developed in collaboration an engineering specification (issued in July 2004) and a coordinated test programme (issued in October 2004). • Since then, CCLRC has carried out a number of screening tests of candidate materials. • The tests are applied to standardized laminates representative of inter-turn insulation and include • electrical breakdown test, • short beam shear test, • inter-laminar fracture test. Example of Double Cantilever Beam (DCB) fracture test (courtesy S. Canfer, CCLRC)
Conventional Insulation (2/2) • CCLRC has also investigated the issue of “sizing” (a lubricant, usually organic, coated onto the fibers of tapes, that need to be removed prior to conductor wrapping and winding, thereby rendering the fiber tape fragile and easy to tear off). • Very promising results have been obtained with an improved polyimide sizing, produced by Hydrosize, NC, and applied by JPS, SC, which seems to be able to sustain the required Nb3Sn heat treatment without carbonization (thereby eliminating the need for “de-sizing”). • More complete evaluation tests are underway.
Innovative Insulation • The work on innovative insulation has not started yet, pending the hiring of a technician at the CEA chemistry laboratory, which has been delayed until early next year. • To compensate for this lack, it was decided last spring to reallocate the EU funding of this task to hire a postdoc at CEA. • A candidate has been identified, who is expected to start working this fall. • The timing of this task is now becoming critical with respect to the overall NED program.
MDO Working Group (1/3) • The MDOWorking Group is made up of representatives from CCLRC, CEA, CERN and CIEMAT, under the Leadership of F. Toral, CIEMAT. • Its main charge is to compare different magnet configurations so as to assess their efficiency in terms of manufacturability, performance and cost. Coslayer design (courtesy D. Leroy, CERN) Intersecting-Ellipses design (courtesy H. Felice, CEA) Motor-type design (courtesy F. Toral, CIEMAT)
MDO Working Group (2/3) • In parallel, work is pursued at CERN so as to optimize the baseline, 88-mm-aperture, cos layer design with respect to • conductor geometry, • iron shape (to reduce saturation effects), • ferromagnetic shims (to compensate magnetization effects). (courtesy N. Schwerg, CERN)
Plane-stress with ½ unit thickness Generalised plane-strain Von-Mises Stress in Cable 0 MPa < σVon-Mises < 180 MPa Circumferential Stress in Insulation -105 MPa < σθ < -35 MPa Contact elements MDO Working Group (3/3) • CCLRC/RAL is also developing a 2D ANSYS model of the 88-mm-aperture, cos layer design so as to optimize mechanical support. • This model includes “sub-models” of individual coil turns to compute peak stresses in cable strands and cable insulation. (courtesy P. Loveridge, CCLRC)
Conclusion • A great deal of progress has been made since my last presentation (at the CARE general meeting in Hamburg last year), leading to a number papers presented at various conferences (1 at CEC/ICMC, 1 at EUCAS and 4 at MT). • The cryostat for heat transfer measurements is completed and will be delivered to CEA next week. • The next few months will be critical for the Conductor Development program with the results of the STEP 1 wires. • The only Task that has not started is the Innovative Insulation Task at CEA, but the hiring of a Postdoc should help. • The funding of the model magnet manufacturing remains an open question.