Download
1 / 36
1.61k likes | 5.18k Views
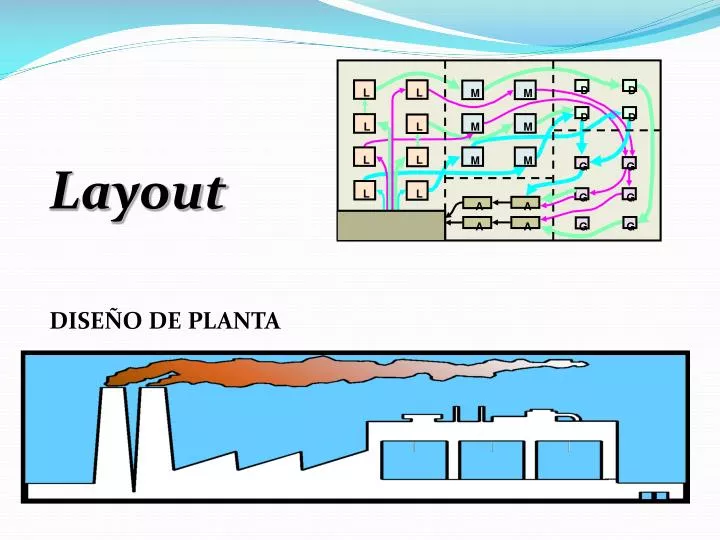
D. D. L. L. M. M. D. D. L. L. M. M. L. L. M. M. G. G. L. L. G. G. A. A. A. A. G. G. Layout DISEÑO DE PLANTA. DISEÑO DE PLANTA Distribución física de las instalaciones.

E N D
D D L L M M D D L L M M L L M M G G L L G G A A A A G G Layout DISEÑO DE PLANTA
DISEÑO DE PLANTADistribución física de las instalaciones Actividad por la que se determina el tamaño, la forma y la localización, de cada departamento en un área pre-determinada. Consiste de: • Selección de areas de producción y áreas de almacenaje • Selección del tamaño de cada área • Selección de la disposición física del equipo y personal en cada área
DISEÑO DE PLANTA (LAYOUT)Cuándo hacerlo ? • Instalacion de una nueva Planta • Creación / Eliminación de líneas de productos • Modificación de Diseños (cambios en secuencia de operaciones • Cambios en los volumenes de demanda • Cambios administrativos
DISEÑO DE PLANTACómo crear nuevos Layouts ? • Secuencia de Actividades por cada Proceso • Equipo necesario para cada actividad • Requerimientos de Espacio - Tamaño del equipo - Area para operarlo - Area para WIP - Area para trafico
DISEÑO DE PLANTA El tipo de Layout depende del Tipo de Proceso del Sistema de Producción • Layout x ProductoLínea de producción • Layout x ProcesoTaller (job shop) • Layout x GruposTaller (job shop) • Layout x PosiciónFijaProyectos
DISEÑO DE PLANTALayouts porproducto (Línea de producción)Equipo y Personal se distribuyesegun la secuencia de operaciones M L L G D A A Material A L M G G Material B D L M Despacho
DISEÑO DE PLANTALayouts porprocesoSe agrupaequipo similar pordepartamento Preparación Mezcladoras Moldeado D D L L M M D D L L M M Hornos L L M M G G Empacadoras L L G G A A A A G G Almacen
Preparación Mezcladoras Moldeado D D L L M M D D L L M M Hornos L L M M G G Empacadoras L L G G A A A A G G Almacen DISEÑO DE PLANTALayouts porprocesoSe agrupaequipo similar pordepartamento
DISEÑO DE PLANTALayout porposiciónfija Equipo y material se colocanalrededor de unaposiciónfijadondese elabora, ensambla y termina el producto
Layout x GruposSe agrupan productos similares en familias o grupos tecnológicos MANUFACTURA CELULAR ( No aplicaparaalimentos) Organización de máquinas de producción y operarios en grupostecnológicos GRUPOS TECNOLOGICOS Práctica de manufacturapor la que se agrupanlaspiezas en familias con característicassimilares (geométricas o de procesamiento)
DISTRIBUCION EN PLANTAS Problema : Asignación de espacio a actividades Disposición Relativa Magnitud Depende mucho de la capacidad de la planta Énfasis
Proyectos Industriales Fábricas Situaciones Servicios Resataurantes DISTRIBUCION EN PLANTAS Flujo Principal: Materiales Flujo Principal: Personas e Información
OBJETIVOS ESPECIFICOS DEL DISEÑO DE LAYOUT • Circulación fluida de materiales, personas e información • Empleo óptimo en el uso del espacio • Proveer flexibilidad para modificaciones • Buen uso de mano de obra (disminuirpaseos) • Proveer seguridad a materiales y personas • Brindar un ambiente de trabajo agradable
LA PLANEACION DEL LAYOUT Mercado Centralización v/s Fraccionamiento Localización Capacidad Tasa de Producción Layout (Job Shop) (Flow Shop) De Proceso De Producto
DIAGRAMA P-Q : ELECCION DEL TIPO DE LAYOUT Cantidad, Volumen Layout de Producto Combinación de ambos Layout de Proceso No aplica para alimentos FMS Variedad de Productos
ERRORES TIPICOS AL CONFIGURAR LAYOUTS 1) Fenómeno del Spaguetti: Muchas rutas de proceso, rutas muy largas, que consumen muchos recursos y no agregan valor. Las pérdidas son crónicas 2) Cuellos de Botella: Etapas de proceso máslentas, donde se acumula un gran flujo de recursos, ya que la tasa de llegada de los recursos excede a la tasa de salida de los recursos
LIMITACIONES TIPICAS DE LA CONFIGURACIÓN DE LAYOUT Limitaciones del Layout de Procesos Fenómeno del Spaguetti Limitaciones del Layout de Producto Cuellos de Botella
PLANEACIÓN DE UNA DISTRIBUCIÓN SISTEMÁTICA • DATOS DE ENTRADA • Productos. • Cantidades. • Itinerario. • Servicios de apoyo. • Tiempo
5 8 7 10 9 6 4 2 3 1 DIAGRAMA REL Departamentos Relaciones Este diagrama es adimensional, muestra una disposición relativa aceptable
Metodologías de Distribución • Metodología de Análisis de Secuencia de Buffa • Metodología de Reed • Metodología del Enfoque de Sistemas Ideales de Nadler • Metodología de Apple • Metodología de la Planeación Sistemática de la Distribución en Planta (Systematic Layout Planning) de Muther
Metodología de Reed • Estudiar el producto a fabricar. • Determinar el proceso necesario para fabricar dicho producto y sus requerimientos. • Preparar esquemas de planificación del layout: en los que se especifique información como las operaciones a realizar, los transportes y almacenajes necesarios, inspecciones requeridas, tiempos estándar de cada operación, selección y balance de maquinaria, requerimiento de mano de obra, etc. • Determinación de las estaciones de trabajo. • Determinar los requerimientos de áreas para almacenamiento. • Determinación de la anchura mínima de los pasillos. • Establecimiento de las necesidades de área para actividades de oficina. • Consideración de instalaciones para personal y servicios. • Planificar los servicios de la planta. • Prever posibles futuras expansiones.
Metodología del Enfoque de Sistemas Ideales de Nadler Costo cero, calidad absoluta, sin riesgos, sin producción de deshechos y absolutamente eficiente
Metodología del Enfoque de Sistemas Ideales de Nadler Representa una solución que la tecnología no permite implementar en el momento actual, pero que previsiblemente lo será en el futuro.
Metodología del Enfoque de Sistemas Ideales de Nadler Solución para la que la tecnología actual puede dar respuesta, pero cuya implementación en la actualidad no es recomendable debido a algún motivo, por ejemplo, a su elevado costo.
Metodología del Enfoque de Sistemas Ideales de Nadler Solución válida al problema con una aceptable eficiencia y costo, y cuya implementación es posible sin problemas.
Metodología del Enfoque de Sistemas Ideales de Nadler Solución válida al problema con una aceptable eficiencia y costo, y cuya implementación es posible sin problemas.
Metodología de Apple • Obtener los datos básicos del problema. • Analizar dichos datos. • Diseñar el proceso productivo • Proyectar los patrones de flujo de materiales • Determinar el plan general de manejo de materiales. • Calcular los requerimientos de equipamiento • Planificar los puestos de trabajo de manera individualizada • Seleccionar equipos de manutención específicos • Establecer grupos de operaciones relacionadas • Diseñar las relaciones entre actividades • Determinar los requerimientos de almacenamiento • Planificar los servicios y actividades auxiliares • Determinar los requerimientos de espacio • Localizar las actividades en el espacio total disponible • Escoger el tipo de edificio • Construir una distribución en planta maestra • Evaluar y ajustar la distribución en planta • Obtener las aprobaciones necesarias • Instalar la distribución obtenida • Hacer un seguimiento del funcionamiento de la instalación
Metodología de Muther FASES DE DESARROLLO • Fase I: Localización. Ubicación de la planta • Fase II: Distribución General del Conjunto. Patrón de flujo ,Bosquejo o diagrama a escala de la futura planta. • Fase III: Plan de Distribución Detallada. Distribución de los puestos de trabajo, así como la maquinaria o los equipos. • Fase IV: Instalación. Movimientos físicos y ajustes.
DEPARTAMENTALIZACIÓN Se refiere a la conversión de lo requisitos del proceso en especificaciones departamentales. La primera fase determina las necesidades de área de cada clase de equipo, considerando todas las inter-relaciones entre el equipo, los materiales y el personal. Con su respectiva área.
Las áreas para maquinaria y materiales • La maquinaria. • El movimiento de la máquina. • El mantenimiento de la máquina. • Recibir y almacenar materiales. • Para materiales en proceso. • Para almacenar y remitir materiales. • Para almacenar y remitir materiales y desechos. • Para herramientas, soportes, plantillas, moldes y materiales de mantenimiento.
Calculo de espacios • Las necesidades de espacio se pueden obtener por : • Calculo. • Conversión. • Estandares de espacio. • CALCULO: • * Espacio por máquina = EBM + EOYM + ETEP • EBM = Longitud por anchura (Area de huella) • EOYM = Espacio del operador y mantenimiento. Agregar de 18 a 24 pulg (46 – 61 cm) a todo el alrededor de la máquina para mantenimiento y de 24 a 36 pulg (61 – 92 cm)en el lado del operador • ETEP = Espacio de trabajo en proceso y consta de • Almacenamiento de amortiguador de entrada. • Almacenamiento de amortiguador de salida. • Desperdicio, desecho y reproceso. • Herramientas, troqueles y accesorios. • Suministros y materiales de mantenimiento.
El área de personal en una estación de trabajo consiste en espacio para : • El operador • Manejo de materiales o materia prima • Movimiento, entradas y salidas del operador. • Se debe dejar un corredor de 30 pul (76 cm) como mínimo para que el operador pueda librar los objetos estacionarios. • Si el operador tiene que pasar entre un objeto estacionario y una máquina en operación el corredor debe de ser de 36 pulg (92 cm). • Si el operador está pasando entre dos máquinas en operación debe dejarse 42 pulg (107 cm).