Download

1 / 4
40 likes | 51 Views
In this study we analyzed a three axes computer numeric control CNC machine. Here improve the trajectory tracking and contouring performance of both linear and circular trajectories of a CNC. This paper introduced an autonomous method for better trajectory tracking and contouring by different position sensors are placed on three axes of CNC machines. So reduce trajectory error and contouring error of CNC machines. This method is best solution for improve the trajectory tracking ability and precision of a CNC machine for both linear and circular trajectories. Henna A "Autonomous Trajectory Tracking and Contouring Control of Three Dimensional CNC" Published in International Journal of Trend in Scientific Research and Development (ijtsrd), ISSN: 2456-6470, Volume-2 | Issue-2 , February 2018, URL: https://www.ijtsrd.com/papers/ijtsrd9419.pdf Paper URL: http://www.ijtsrd.com/engineering/industrial-engineering/9419/autonomous-trajectory-tracking-and-contouring-control-of-three-dimensional-cnc/henna-a<br>

E N D
International Research Research and Development (IJTSRD) International Open Access Journal Autonomous Trajectory Tracking and Contouring Control of Three Dimensional CNC International Journal of Trend in Scientific Scientific (IJTSRD) International Open Access Journal ISSN No: 2456 ISSN No: 2456 - 6470 | www.ijtsrd.com | Volume www.ijtsrd.com | Volume - 2 | Issue – 2 Autonomous Tra Control of Three Dimensional CNC jectory Tracking and Contouring Henna A Student of Applied Electronics and Communication S Cochin College of Engineering and Technology, Applied Electronics and Communication System Engineering Cochin College of Engineering and Technology, Valanchery, Malappuram ngineering, Valanchery, Malappuram, Kerala ABSTRACT In this study we analyzed a three- axes computer numeric control (CNC) machine. Here improve the trajectory tracking and contouring performance of both linear and circular trajectories of a CNC. This paper introduced an autonomous method for better trajectory tracking and contouring by different position sensors are placed on three- machines. So reduce trajectory error and contouring error of CNC machines. This method is best solution for improve the trajectory tracking ability and precision of a CNC machine for both linear and circular trajectories. Keywords: Computer numerical control (CNC), Autonomous, Trajectory Contouring error I.INTRODUCTION axes computer This paper is improved the trajectory tracking ability of a CNC machines for both circular and linear trajectories by using position sensors. T different sensors are used according to their applications. There are different controller approaches are also used for better trajectory tracking, that is proportional-integral –derivative (PID), observer based PID and feedforward computed torque Although computing time increases, the autonomous method is found as the best solution for the considered case to improve the trajectory tracking ability of the manipulator for both liner and circular trajectories. In manufacturing system, the p is a very importance, especially in CNC machines. For precision motion control at CNC machines in all axes must be controlled simultaneously. A tracking errors may coordination of axes. This coordination pro between axes can cause for contour errors, the shortest distance between actual path and desired contour. The best way to reduce tracking error is to improve tracking accuracy of each axis individually. This is done by taking into accoun interaction tracking control approaches only tracking accuracy but also contouring accuracy. Necessity of high precision CNC machine tool system has been motivating advanced model approaches to machining process with high tolerance, better surface finishing and high speed. The surface finishing is directly related to the deviation of the finishing is directly related to the deviation of the This paper is improved the trajectory tracking ability of a CNC machines for both circular and linear trajectories by using position sensors. There are different sensors are used according to their applications. There are different controller approaches are also used for better trajectory tracking, that is derivative (PID), observer based PID and feedforward computed torque (FFCT). Although computing time increases, the autonomous method is found as the best solution for the considered case to improve the trajectory tracking ability of the manipulator for both liner and circular numeric control (CNC) machine. Here improve the trajectory tracking and contouring performance of both linear and circular trajectories of a CNC. This paper introduced an autonomous method for better ouring by different -axes of CNC machines. So reduce trajectory error and contouring error of CNC machines. This method is best solution for improve the trajectory tracking ability and f a CNC machine for both linear and Computer numerical control (CNC), Autonomous, Trajectory tracking, tracking, Contour, Contour, In manufacturing system, the precision motion control is a very importance, especially in CNC machines. For precision motion control at CNC machines in all axes must be controlled simultaneously. Axial tracking errors may coordination of axes. This coordination problem cause for contour errors, that is it is the shortest distance between actual path and desired contour. The best way to reduce tracking error is to improve tracking accuracy of each axis individually. This is done by taking into account their dynamic interaction tracking control approaches to improve not only tracking accuracy but also contouring accuracy. cause cause simultaneously Computer numerical control (CNC) machines tools are now widely used in manufacturing industry. With an increasing demand on the accuracy of the CNC machines, now we are research for various method to improve the accuracy of CNC machines. Contouring accuracy in terms of contour error is a big concern for designers and contouring type of CNC machines. Contouring error is defined as the deviation of actual contour from that desired contour. Computer numerical control (CNC) machines tools are now widely used in manufacturing industry. With an increasing demand on the accuracy of the CNC machines, now we are research for various method to improve the accuracy of CNC machines. Contouring y in terms of contour error is a big concern for designers and contouring type of CNC machines. Contouring error is defined as the deviation of actual Necessity of high precision CNC machine tool system has been motivating advanced model-based control In CNC machines, a part is manufactured by a part program which is tool type and feederate. The programme can be written by comp manufacturing (CAM) or manually written. In CNC machines, a part is manufactured by a part ol type and feederate. The programme can be written by computer-aided or manually written. cess with high tolerance, better surface finishing and high speed. The surface @ IJTSRD | Available Online @ www.ijtsrd.com @ IJTSRD | Available Online @ www.ijtsrd.com | Volume – 2 | Issue – 2 | Jan-Feb 2018 Feb 2018 Page: 435
International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456 International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456 International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456-6470 cutting tool from the tool path trajectory. This deviation is contouring error, it measure the cutting process quality. In the tracking control, the objective is to minimize the tracking error in each axis separately, which cause for small contouring errors. Small contouring errors can be achieved even is impossible to attain small tracking errors due to saturation of servo motor. Contouring control techniques have been developed to take advantage of this fact, by placing higher priority in minimizing contouring error than tracking errors. A. Contouring and tacking accuracy cutting tool from the tool path trajectory. This deviation is contouring error, it measure the cutting the tracking control, the objective is to minimize the tracking error in each axis separately, which cause for small contouring errors. Small contouring errors can be achieved even when it is impossible to attain small tracking errors due to servo motor. Contouring control techniques have been developed to take advantage of this fact, by placing higher priority in minimizing Force in the early 1950s, after that computer numeric control was developed. In CNC monitor the movement of machines based on C programmes. The machine can be milling, lathe, router, laser or waterjet cutter, robot etc. router, laser or waterjet cutter, robot etc. Force in the early 1950s, after that computer numeric control was developed. In CNC monitor the movement of machines based on CAM/CAD programmes. The machine can be milling, lathe, The CNC controller work together with a series of motors and drive components to move and control the machine axes, executing the programmed motions. In our desired model drawing using any type of CAD programme in computer and at three axes there was thee different stepper motor for each axis motion of this axis is based on the motion of the stepper motors the computer connect to the interface, it will lp the signal from the computer to a form that the CNC machine can use. That mean our desired model code for CNC can read only code or ISO code. The signal from the interface control the movement of the cutting tool A CNC tool is always a slide table and spindle. The machine table is controlled the X and Y axis motion and spindle is controlled Z axis motion. The Fig.2 shows the 3 axes CNC machine. The CNC controller work together with a series of motors and drive components to move and control the machine axes, executing the programmed motions. In CNC our desired model drawing using any type of CAD programme in computer and at three axes there was thee different stepper motor for each axis motion of this axis is based on the motion of the stepper motors the computer connect to the interface, it will help the signal from the computer to a form that the CNC machine can use. That mean our desired model drawing is decoded to G-code for CNC can read only G-code or ISO code. The signal from the interface control the movement of the cutting tool A CNC machine tool is always a slide table and spindle. The machine table is controlled the X and Y axis motion and spindle is controlled Z axis motion. The Fig.2 shows the 3 axes CNC machine. The contour accuracy is the deviation of the path from the desired path. At any point on the path, it is defined it is the orthogonal distance between actual path and desired path. The contour accuracy is the deviation of the actual path from the desired path. At any point on the path, it is defined it is the orthogonal distance between actual Fig. 1 Contour error in CNC machines Fig. 1 Contour error in CNC machines The relationship the contour error and axial tracking shown in Fig.1 the contouring system contour error are our primary concern than axial tracking errors. In this figure, the desired path is shown as solid line while the actual path taken is shown by dashed line. The figure also illustrate an instance of the desired position of the tool, as provided by the outputs of the interpolator is at R. While, because of axial tracking errors, the actual position of the tool is at P. From the figure it can be easily seen that depending upon the relative magnitude of the axial tracking errors ,it is well possible to have zero contour errors even for non- zero axial tracking errors. II.CNC MACHINE DESCRIPTION CNC MACHINE DESCRIPTION ntour error and axial tracking is shown in Fig.1 the contouring system contour error are our primary concern than axial tracking errors. In this figure, the desired path is shown as solid line while the actual path taken is shown by dashed line. The figure also illustrate an instance of time t when the desired position of the tool, as provided by the outputs of the interpolator is at R. While, because of axial tracking errors, the actual position of the tool is at P. From the figure it can be easily seen that Fig. 2 Three axes CNC machine III.LITERATURE SURVEY LITERATURE SURVEY Fig. 2 Three axes CNC machine In this section, some controllers used for feed drives to achieve better performance of CNC machines are presented and discussed. Controlling a machine tool by a prepared program which is numerical data specifying the desired motion of the machine's axes is called as numerical control (NC). NC is the result of a research sponsored by the US Air Force in the early 1950s, when there was a demand for variable methods to manufacture complicated and accurate parts for aircrafts. ontrollers used for feed drives magnitude of the axial to achieve better performance of CNC machines are presented and discussed. Controlling a machine tool by a prepared program which is numerical data specifying the desired motion of the machine's axes is ontrol (NC). NC is the result of a research sponsored by the US Air Force in the early 1950s, when there was a demand for variable methods to manufacture complicated and accurate parts for tracking errors ,it is well possible to have zero contour zero axial tracking errors. Controlling a machine tool by means of a prepared programme which contain numerical data specifying the desired motion of the machine’s axis is called as numerical control (NC). NC is founded by US Air numerical control (NC). NC is founded by US Air Controlling a machine tool by means of a prepared numerical data specifying the desired motion of the machine’s axis is called as @ IJTSRD | Available Online @ www.ijtsrd.com @ IJTSRD | Available Online @ www.ijtsrd.com | Volume – 2 | Issue – 2 | Jan-Feb 2018 Feb 2018 Page: 436
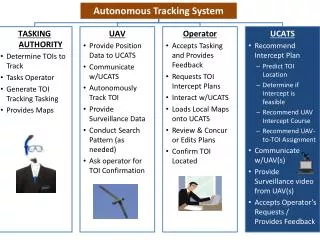
International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456 International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456 International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456-6470 The feedforward controllers are used to control the error. The basic idea iof feedforward controller is to close the servo loop through a feedback controller to take care of disturbances and parameter variations, and to cascade the closed-loop dynamics with a feedforward controller with a gain such that it ca out most of its stable components. While tracking control aims to improve the tracking accuracy of individual axes, the cross controller (CCC) is other method is devised to reduce the contour errors directly, rather than achieve this by reducing the individual axial tracking errors. In cross coupled control is to particular real time a contour error model based on the feedback information from all axes and then to feed back correction signals to the individual axes. In order to compare the effectiveness of the different control approaches on the improvement of trajectory tracking ability and contouring performance of the three-axes CNC, optimally tuned PID, observer combined PID and FFCT control approaches have been applied. To improve the performance of the PID controller, a Luenberger observer has been designed, and design steps have been given in detail. Finally, the FFCT control method has been designed to reduce the effects of nonlinear coupling inertia, centripetal, and gravitational forces and also reduce trajectory tracking error IV.PROPOSED SYSTEM The feedforward controllers are used to control the or. The basic idea iof feedforward controller is to close the servo loop through a feedback controller to take care of disturbances and parameter variations, loop dynamics with a feedforward controller with a gain such that it cancels While tracking control aims to improve the tracking accuracy of individual axes, the cross-coupled controller (CCC) is other method is devised to reduce the contour errors directly, rather than achieve this by ucing the individual axial tracking errors. In cross- coupled control is to particular real time a contour error model based on the feedback information from then to feed back correction signals to the Fig. 3 Block diagram of proposed system ock diagram of proposed system In fig. 3 The disturbance experienced on any axis of CNC the corresponding axis sensor change it output voltage or compare the sensor output voltage with reference voltage this error is gives to controller then command send to stepper motor when stepper motor control that motion. V.HARDWARE PART In fig. 3 The disturbance experienced on any axis of CNC the corresponding axis sensor change it output voltage or compare the sensor output voltage with reference voltage this error is gives to controller then to stepper motor when stepper motor ffectiveness of the different control approaches on the improvement of trajectory tracking ability and contouring performance of the axes CNC, optimally tuned PID, observer combined PID and FFCT control approaches have erformance of the PID controller, a Luenberger observer has been designed, and design steps have been given in detail. Finally, the FFCT control method has been designed to reduce the effects of nonlinear coupling inertia, centripetal, rces and also reduce trajectory In hardware system, an IR sensor (FC-51) used as position sensor placed on three axes. The sensor is In hardware system, an IR sensor (FC position sensor placed on three axes. The sensor is connected to our controller. In this system an autonomous CNC machine. For autonomous control we use position sensors, placed on X, Y and Z axis. Have an continues monitoring the output voltage of sensor and any error is occurred when the output voltage of sensor is changed then sensors output is gives to controller the an error correction comment is passed to stepper motor of CNC In this system an autonomous CNC machine. For ontrol we use position sensors, that are axis. Have an continues monitoring the output voltage of sensor and any error is occurred when the output voltage of sensor is changed then sensors output is gives to controller the an error correction comment is passed to stepper Fig. 4 Sensor and motor on controller Fig. 4 Sensor and motor on controller From Fig.4 we can understand sensor and motor are connected to controller so has any change occurring in sensor output when corresponding control is gives to stepper motor. VI.RESULT Fig.4 we can understand sensor and motor are connected to controller so has any change occurring in sensor output when corresponding control is gives to @ IJTSRD | Available Online @ www.ijtsrd.com @ IJTSRD | Available Online @ www.ijtsrd.com | Volume – 2 | Issue – 2 | Jan-Feb 2018 Feb 2018 Page: 437
International Journal of Trend in Scientific Research and Development (IJTSRD) ISSN: 2456-6470 In this study we analyzed the contouring and trajectory tracking of a CNC machine. In this paper implemented the hardware of proposed system. By using this sensor feedback method we can reduce the contour and trajectory tracking errors. So a well performance CNC machine can be designed. Corapsiz and Koksal Erenturk, Member, IEEE . so our special thank to this paper’s authors REFERENCE 1.C. L. Chen, M. J. Jang, and K. C. Lin, Modeling and high-precision control of a ball-screw-driven stage, Precesion Engineering 28 (2004), no. 4, 483-495. VII. CONCLUSION In this study, a three-axes CNC machine is also known as portal type CNC machine has been analyzed, and its trajectory tracking control for linear and circular trajectories has been examined. The proposed system improve trajectory tracking control and contour performance. 2.Syh-Shiuh Yeh and Pau-Lo Hsu, Analysis and design of the integrated controller for precise motion systems, IEEE Transactions on Control Systems Technology 7 (1999), no. 6, 706-717. 3.Xue-Cheng Xi, Aun-Neow Poo, and Siaw-Kiang Chou, Factors affecting contour errors in CNC systems, Proceedings of 2005 9th International conference on mechatronics technology (Kuala Lumpur, Maylasia), 2005, pp. ICMT 117. An autonomous method is help to improve the precision of CNC machine and reduce the wastage of work piece also help to time saving of a manipulator. ACKNOWLEDGMENT 4.Syh-Shiuh Yeh and Pau-Lo Hsu, Analysis and design of the integrated controller for precise motion systems, IEEE Transactions on Control Systems Technology 7 (1999), no. 6, 706-717. The original idea for this work is came from a paper is ‘Trajectory tracking performance of three dimensional CNC’ by M. Fatih control and contour @ IJTSRD | Available Online @ www.ijtsrd.com | Volume – 2 | Issue – 2 | Jan-Feb 2018 Page: 438