Download
1 / 21
230 likes | 558 Views
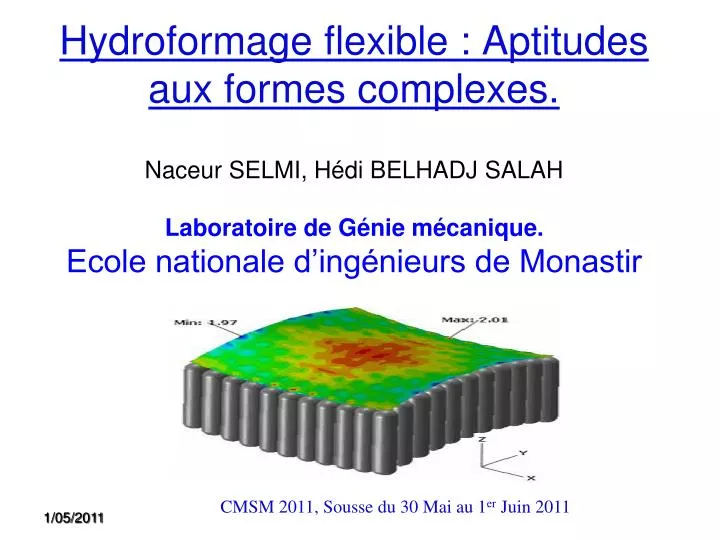
Hydroformage flexible : Aptitudes aux formes complexes. Naceur SELMI, Hédi BELHADJ SALAH Laboratoire de Génie mécanique. Ecole nationale d’ingénieurs de Monastir. CMSM 2011, Sousse du 30 Mai au 1 er Juin 2011. Sommaire. Introduction. Présentation de l’hydroformage flexible.

E N D
Hydroformage flexible : Aptitudes aux formes complexes.Naceur SELMI, Hédi BELHADJ SALAHLaboratoire de Génie mécanique.Ecole nationale d’ingénieurs de Monastir CMSM 2011, Sousse du 30 Mai au 1er Juin 2011
Sommaire • Introduction. • Présentation de l’hydroformage flexible. • Modèles pour les simulations numériques. • Etude comparative entre l’hydroformage flexible et un procédé flexible existant. • Conclusions et perspectives. CMSM 2011
Introduction • Deux procédés innovants de mise en forme du type «sheet forming» : • L’Hydroformage • Le formage flexible multipoint. - Ils sont à la base du nouveau procédé. CMSM 2011
Introduction (suite) L’hydroformage: • Un des outils (poinçon ou matrice) est remplacé par le fluide sous pression. • Plus de flexibilité, un seul outil rigide est nécessaire et suffisant pour définir la forme finale du produit . CMSM 2011
Introduction (suite). • Formage Flexible: (Deux variantes de base): • Deux matrices à pointes complémentaires. • Une matrice à pointes + un empilement d’élastomères. CMSM 2011
Le formage flexible classique Deux outils complémentaires : Matrices à pointes réglables en position + interpolateurs entre flan et pointes CMSM 2011
Formage Flexible classique (suite) • -Deux matrices à pointes complémentaires. • Flexibilité : • Réglage et mise point possibles. • Lents et lourds : • 2 réglages à faire sur les 2 matrices. CMSM 2011
Le formage multipoint à élastomère:(Multi-Point Sheet Forming :MPSF) • Une matrice + un élastomère :(MPSF): • L’élastomère remplace la matrice supérieure. • -Un seul réglage fin. • - Empilement d’élastomères variable si la forme est profonde (perte en flexibilité) CMSM 2011
Le formage multipoint à élastomère : MPSF (Suite) • Effort non uniforme sur le flan, • Conformité irrégulière. • Dimples sévères. CMSM 2011
L’hydroformage flexible • Principe du procédé : • Une matrice multipoint d’un coté. • Une pression fluide sur l’autre côté du flan. • L’hydroformage flexible combine entre l’hydroformage et le formage flexible multipoint. • Une synergie des avantages de deux procédés. • Atténuation des défauts hérités du formage flexible. CMSM 2011
L’hydroformage flexible(suite) • L’hydroformage flexible qu’on présente ici est un nouveau procédé. • Il permet d’avoir un effort uniformément répartie du coté fluide sur le flan alors que cet effort est concentré des deux cotés pour le formage flexible à 2 matrices, et il est non uniforme du coté de l’empilement d’élastomère pour le fromage flexible à une matrice(MPSF). CMSM 2011
Modèles numériques. - Montrer la capacité du nouveau procédé à produire des formes tridimensionnelles complexes.- Comparer le nouveau procédé (Hydroformage flexible) avec un procédé flexible relativement récent et existant(MPSF). - Pour cette étude, les formes traitées sont représentées en coordonnées cartésiennes sous la forme générale suivante : Telles que : Z(x , y) = a1.x2 + b1.y2 (1) Selle : a1.b1 < 0, paraboloïde : a1.b1 > 0. Ou encore en coordonnées cylindriques pour les formes de révolution : Z(r) = ai sin( 2 p .i.f.r/R ) (2) CMSM 2011
Courbe d’écrouissage de l’acier DC04. Comportement des matériaux Courbe d’écrouissage de l’acier DC04. - Flan initial: acier DC04 Modèle élasto-plastique . • Essai uni axial du polyuréthanne. • (modèle de Mooney-Rivlin) CMSM 2011
Répartitions d’épaisseur Figure 7. Selle: répartition d’épaisseur pour le procédé MPSF Figure 6. Selle: répartition d’épaisseur pour l’hydroformage flexible. CMSM 2011
MPSF : Fonctionnement de l’élastomère Figure 9. Selle: Pression(non uniforme) en volume de l’élastomère. Figure 8 . Selle: Pression(non uniforme) à l’interface Elastomère /Flan. CMSM 2011
Contraintes résiduelles Figure 10 . Coupole : Contraintes résiduelles. Pour l’hydroformage flexible. Figure 11 . Coupole : Contraintes résiduelles. Pour le procédé MPSF. CMSM 2011
Coupole: Répartition d’épaisseur Figure 13 . Coupole : Répartition d’épaisseur pour leprocédé MPSF. Figure 12 . Coupole : Répartition d’épaisseur pour l’hydroformage flexible. CMSM 2011
Coupole: Déformations plastiques en épaisseur Figure 14. Coupole: Déformations plastiques en épaisseur ‘dimples’ pour l’hydroformage flexible. Figure 15. Coupole: Déformations plastiques en épaisseur ‘dimples’ pour le procédé MPSF. CMSM 2011
Pression au niveau de l’empilement d’élastomère pour le procédé MPSF Figure 16. Coupole: Pression au niveau de l’empilement d’élastomère pour le procédé MPSF CMSM 2011
Conclusions et perspectives : • En termes de qualité, l’hydroformage flexible permet d’obtenir des contraintes résiduelles relativement plus faibles, des empreintes ‘dimples’ moins sévères avec un profil plus régulier et conforme. • En termes de coût et de flexibilité, il permet d’avoir, avec une seule matrice multipoint, une flexibilité identique au procédé de formage flexible de référence MPFD qui nécessite deux matrices. • Facilité de mise en œuvre (rapidité et simplicité), un seul réglage pour la matrice multipoint. CMSM 2011
Conclusions et perspectives (suite). L’hydroformage flexible promet plus d’aptitudes à générer une diversité de surfaces 3D relativement complexes. • Intérêt : • Recherche et développement (prototypes et nouveaux produits). • Production en petites et moyennes séries (aérospatial, naval etc.…). • Gain en coût et en espace de stockage par rapport aux outils rigides • Potentialités :(si le mouvement des pointes est automatisé): • programmer la forme de la matrice au lieu de la construire de façon rigide. • Stocker des données numériques ou équations analytiques, aux lieu des outils rigides encombrants (Beaucoup plus de soft que du hard). CMSM 2011