Download
1 / 11
110 likes | 267 Views
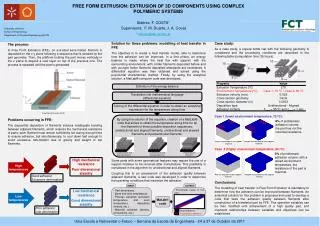
The Process. Hydrogen peroxide decomposes in situ to produce very small gas bubbles (~0.1 to 2 mm diameter) that aerate bitumen droplets 2H 2 O 2 2H 2 O + O 2

E N D
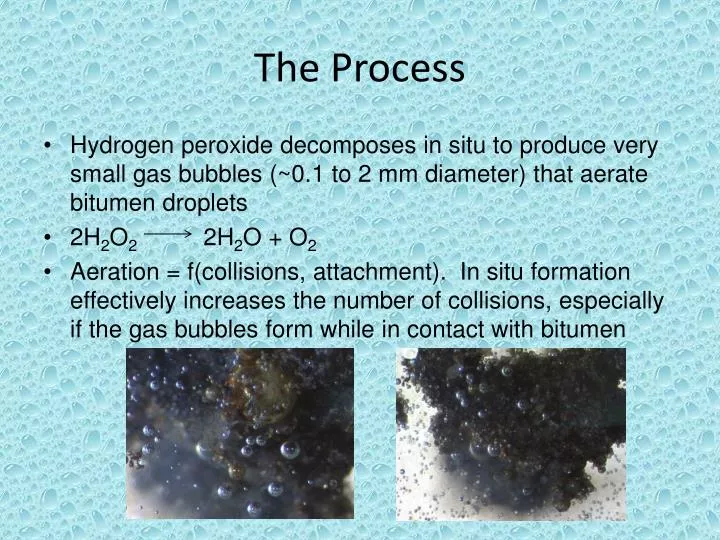
The Process • Hydrogen peroxide decomposes in situ to produce very small gas bubbles (~0.1 to 2 mm diameter) that aerate bitumen droplets • 2H2O2 2H2O + O2 • Aeration = f(collisions, attachment). In situ formation effectively increases the number of collisions, especially if the gas bubbles form while in contact with bitumen
Over the past 13 years, Prairie Creek Technologies staff have participated in numerous studies directed at modifications to the Clark hot water process to enhance separation of oil sands with high fines, high salts and low bitumen content. The testing and development work has been conducted at laboratory scale, bench scale and industrial plant scale. The work was conducted independently, with academic institutions and with operating companies.
Studies Conducted in Oklahoma • Lab-scale separation of bitumen from oil sands using hydrogen peroxide, with loss-on-ignition analysis, Dean Stark, gas chromatograph and mass spectrometer, over a four-year period. • Plexiglas extraction cell using industry-supplied oil sands for the study of extraction process hydrodynamics and recovery of bitumen. • Designed, built and tested mixer designs integrated into the extraction cell to study flow patterns and separation dynamics. • Designed, built and tested continuous flow loop with oil sands and hydrogen peroxide to benchmark original work: 160 feet of 2” pipe with transparent separation cell downstream. • Worked with oil sands operating companies to design test procedures for commercial demonstrations on several plants, including participation in haz ops.
Studies Conducted on Site in Canada Testing at Alberta Research Center (ARC) over 13 years and in several phases on the fundamentals of hydrogen peroxide separation enhancement, multiple rounds with difficult-to-process ores under the guidance of several oil sands companies: • Effects on wettability of mineral substrates • Bubble generation • Kinetics of bubble formation • Size and efficiency of bubbles in flotation • Kinetics of separation • Recovery efficiencies • Micro-photo analysis of process • Degassing analysis • Effect on corrosion
Decomposition Kinetics • Decomposition kinetics fits with commercial process residence time
Typical Results from Poorly-Processing Oil Sand (Lab Hydro-transport Loop) Simulation of performance in a PSC with no sparged air. Higher recovery in the PSC means less recovery in flotation and lower re-circulating load. The economic opportunity arising from this needs to be explored. Economic decision re: dosage
Collaboration by Industry Groups • Worked with various oil sands operating companies and consultants to determine whether and how companies might work together in testing and sharing new processing aids. • Worked with two major peroxide suppliers to design a full-scale test facility and process at an extraction plant. • Ran a test loop at the University of Alberta to study separation and flotation. • Ran an extraction loop test with ARC at an extraction facility to determine pilot plant requirements.
Collaboration by Industry Groups • Participated in three-month test at SGS facility (Ft. McKay) with hydrogen peroxide and sodium hydroxide which identified the limitations of the facility. • Conducted test program at McGill University to analyze the mechanisms and chemistry of peroxide flotation and bitumen recovery, including BSAF* and bubble dynamics and kinetics • An alternative in flotation to use of surfactants and specialty chemicals being studied by McGill to engineer bubble size *Bubble Surface Area Flux
Results from McGill • Measured sensitivity of critical bubble characteristics to peroxide dose, solids concentration and water chemistry • Process implications not yet evaluated (requires fluid dynamic modeling and testing)
Effect on Corrosion Rate • “Classical” corrosion studies showed a decrease with increasing oxygen bubble formation from 0.6 mm/yr to 0.4 mm/yr • Literature indicates that this is due to the formation of a more highly resistant gelatinous ferric hydroxide film at high oxygen rather than a porous black magnetic ferric oxide film at low oxygen • Not relevant to an oil sand process where corrosion dominates over erosion • Have seen no incremental rate of corrosion/erosion in a slurry environment
Effect of Oxygen in Froth • Froth generated in a WEMCO cell both with and without peroxide in three pairs of experiments • Analysis error estimated to be +/-1% • Increase in oxygen content of froth gas in three tests were 0.1%, 1% and 2% • Total gas content of peroxide generated froths no higher with peroxide than without peroxide