Download
1 / 13
130 likes | 244 Views
Field Period Assembly. Wayne Reiersen ACC Review PPPL May 2006. Preparations for FPA have been going well. FPA processes have been defined in the MIT/QA Plan Magnetic alignment of coils into field periods has been adopted Facility-level planning and safety documentation is in place

E N D
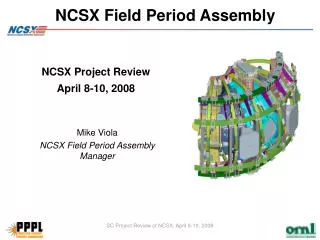
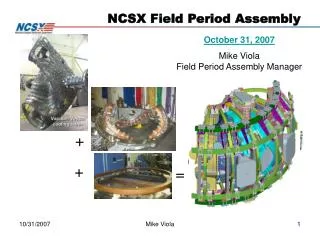
Field Period Assembly Wayne Reiersen ACC Review PPPL May 2006
Preparations for FPA have been going well • FPA processes have been defined in the MIT/QA Plan • Magnetic alignment of coils into field periods has been adopted • Facility-level planning and safety documentation is in place • Manufacturing Facility Operations Plan updated to include FPA activities • Project Hazard Analysis approved by the PPPL Safety Review Committee • The firs VVSA has arrived • We are ready for the ACC review of Station 1 • MIT/QA Plan is being signed • Receipt inspection and assembly procedures written • Turning fixtures fabricated • Preparations for subsequent stations are on track
Turning fixtures fabricated for Station 1 • Two turning fixtures fabricated to allow parallel operations • Provide easy access for installation of components A ratchet locking system has been added to enhance safety
Assembly procedure written for Station 1 • Magnetic loops (65-80 flux loops, 4 toroidal loops), coolant lines (64), heater tapes, and thermocouples will be installed
Modular coils assembled into 3-packs in Station 2a • The coils will be positioned based on inspection data using three adjustable spherical seats • Custom shims will be placed between the flanges • Coils will be secured with insulated bolts Adjustable support stand Type-C assembly being lowered in place Completed half-period assembly
6-pack completed using magnetic alignmentin Station 2b • Second support fixture allows assembly of the mating half-period using magnetic alignment • Magnetic alignment involves nulling symmetric differences in mutual inductances • Requires an array of pick-up coils symmetrically placed about the symmetry plane • Reduces the risk of unacceptable field errors relative to using physical measurements alone • 6-pack disassembled into two 3-packs for installation over the VV Fiberglass tube with 20 wire loops on each side of the parting plane. Symmetric alignment of Type A coils
Modular coils installed over VV in Station 3 • The use of the overhead crane for rotating the modular coils over the VV described at previous SC review • After installation with overhead crane, modular coils are supported by a rolling ground support system • The interfacing Type-A flanges are then shimmed and bolted together into a full field period and VV support hardware installed
TF coils are assembled into 3-packs in Station 4 • TF coils wedged together in an accurately machined fixture • TF coils retracted slightly in the radial direction (~1/4 in) to provide clearance during the final machine assembly • Temporary structures are needed for upper and lower structure for TF half-period assembly and final field period assembly
Final field period assembly in Station 5 • Two stations planned for final field period assembly provide schedule robustness • Assembly sequence • Weld ports on MC/VVSA subassembly • Rotate TF coil half-period assemblies into position • Install external trim coils • Install temporary blocking around vacuum vessel to inhibit movement during transport • Completed field periods transported to the NCSX Test Cell at C-site for final assembly Ports welded on TF coils rotated into position Completed field period
Station 1 is ready for the ACC review • The MIT/QA Plan is out for signature - it provides… • A description of the FPA sequence including a process outline • A description of each station including tooling and fixtures • A listing of specifications (which identify applicable drawings and models, define requirements, and verifications) for each station • A listing of procedures and documentation requirements for each station • The procedure for material receipt and verification is approved • The assembly procedure for installing the magnetic diagnostics, coolant tubes, heater tapes, and thermocouples has been drafted • Installation of the flux loops has been prototyped on the PVVS • Hoisting and rigging will be performed per PPPL’s Hoisting and Rigging Program (ENG-021) • Two turning fixtures have been fabricated • The first VVSA has arrived
Preparations for other stations are on track • Tooling is being designed for Stations 2 and 3 • Models have been completed for tooling required on Stations 2 and 3 • A magnetic alignment system is being designed for assembling modular coils into 6-packs • The design of the coil-to-coil interface hardware (a WBS 14 activity) is also planned for this FY • Detailed design of tooling for Stations 4 and 5 will begin after design activities on Stations 2 and 3 are completed
Next steps • ACC will review readiness of Station 1 for operation and provide a report which addresses the charge questions • Have the facility hazards for the work on Station 1 been appropriately identified, e.g. in the Manufacturing Facility PHA? • Have appropriate safety controls, e.g. those identified in the identified in the Manufacturing Facility Operations Plan, been implemented for the work on Station 1? • Has personnel safety been adequately addressed in the design of the turning fixture? • Has adequate training been provided (or planned to be provided in a timely manner) for the work to be conducted safely? • NCSX will respond to any issues raised by ACC • When issues have been resolved to the satisfaction of the Project Manager (Neilson) and RLM (Dudek), the RLM will provide authorization to the ATI (Viola) to commence operations on Station 1