Download
1 / 46
460 likes | 691 Views
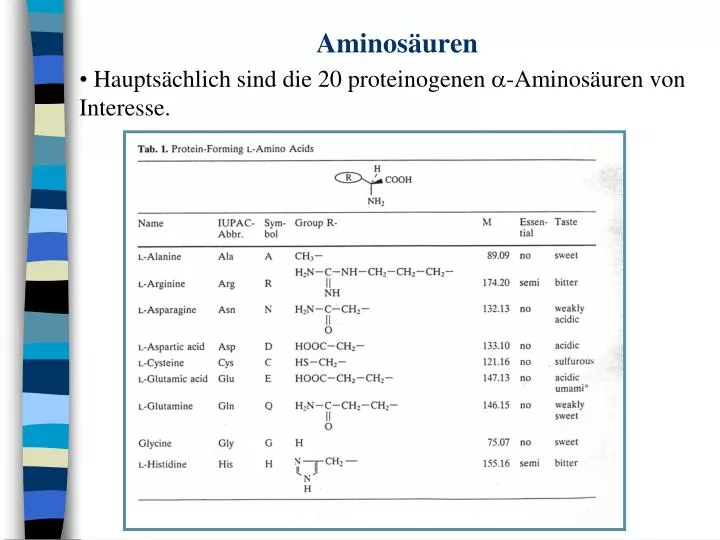
Aminosäuren. Hauptsächlich sind die 20 proteinogenen a -Aminosäuren von Interesse. Aminosäuren. Aminosäuren. Nicht-proteinogene a -Aminosäuren in L - und D -Konfiguration sind für die Feinchemikalienindustrie als chirale Vorstufen für Wirkstoffe interessant.

E N D
Aminosäuren • Hauptsächlich sind die 20 proteinogenen a-Aminosäuren von Interesse.
Aminosäuren • Nicht-proteinogene a-Aminosäuren in L- und D-Konfiguration sind für die Feinchemikalienindustrie als chirale Vorstufen für Wirkstoffe interessant. • D-Aminosäuren werden in bakteriellen Zellwänden, in Peptidantibiotika, und häufig auch in Pflanzen gefunden. Abbildung: Einige nicht proteinogene L-Aminosäuren, die als chirale Bausteine für Folgesynthesen verwendet werden. Die Herstellung erfolgt zumeist enzymatisch, entweder durch Resolution der korrespondierenden racemischen Gemische oder durch stereospezifische reduktive Aminierung der Ketoverbindung.
Aminosäuren • Die Verwendung der Aminosäuren richtet sich nach deren Ernährungsphysiologie, dem Geschmack sowie den chemischen Eigenschaften. • Sie werden in der menschlichen und tierische Ernährung, in der Kosmetik und Medizin sowie als Intermediate in der chemischen Industrie eingesetzt. • Sie gehören zu den Massen (Bulk)- und Feinchemikalien • Die proteinogenen Aminosäuren werden in der L-Form verwendet. Eine Ausnahme ist Methionin, welches als Racemat am Markt ist. • Aminosäuren haben ein Marktvolumen von etwa 3 Milliarden US $ (1996), rund 90% davon fallen in den Ernährungsbereich. • Anwendungen im ‘Food’ Sektor • Geschmacksverstärker / ‘Precursor’ natürlicher Aromen • Natrium L-glutamat. ≈ 800 000 t/a weltweit; gemeinsam mit Nukleotiden (Inosinat) als Additiv eingesetzt.
Glycin. Erfrischend süß; verstärkt den sauren Geschmack von Nahrungsmitteln und ergibt eine süße Note in z.B. Essig oder Majonäse; bakteriostatisch; antioxidativ. • L-Cystein. Additiv zu Mehl in der Herstellung von Back-waren und Pasta. • Dipeptide. Bitterer Geschmack; Methylester von L-Aspartyl-L-phenylalanin (Aspartam) - 10 000 t/a weltweit (1994). • Anwendungen im ‘Feed’ Sektor • L-Lysin (300000 t/a), L-Threonin (10000 t/a), D,L-Methio-nin (30000 t/a); fehlen in Fischmehl, Sojabohnen, oder Weizenprotein als Futteradditiv; L-Tryptophan ist ebenfalls limitierend, aber zu teuer, um regelmäßig zugesetzt zu werden. • Pharmazeutischer Bereich
Infusionslösungen. Aminosäuren in hoher Qualität; pyrogen-frei; etwa 5000 t/a. • Therapeutika. • Levodopa / (S)-3-(3,4-Dihydroxyphenyl)alanin - Parkinson Medikament. • Oxitriptan / (S)-5-Hydroxytryptophan - Antidepressivum. • L-Prolin Derivative - Inhibitoren des Angiotensin-Conver-ting-Enzyme (ACE), welches bei Herzerkrankungen als Regulator des Blutdruckes eine große Rolle spielt; L-Cystein - Hautschutzfaktor eingesetzt in Kosmetika. • D-Phenylglycin und D-4-Hydroxyphenylglycin - Seitenkette für semisynthetische Antibiotika wie Ampicillin und Amoxycillin. • ‘Building Blocks’ für Agrochemikalien • Thermische Stabilität, Puffereigenschaften, Chelatbildung, geringe Flüchtigkeit, geringe Toxizität und biologische Abbaubarkeit - Vorteile für Verwendung in chemischer Industrie
Herstellung von a-Aminosäuren • Chemische Synthese • wird zumeist verwendet um achirale Aminosäuren (Glycin) oder Racemate herzustellen, die als solche vermarktet werden können (D,L-Methionin) • Weitere Möglichkeiten sind asymmetrische Synthese bzw. chemische Resolution der D,L-Gemische. • Extraktion • ausgehend von Proteinhydrolysaten von Keratin, Federn, Blutmehl, sowie Proteinen aus tierischen und pflanzlichen Quellen • mikrobielle Bioreaktion (“Fermentation”) • natürliche und genetisch modifizierte Bakterien • hauptsächlich für Massenchemikalien verwendet • Biotransformation • verschiedene Formen von Biokatalysatoren kommen zum Einsatz (ganze Zellen; freie und immobilisierte Enzyme)
Abbildung: Zusammenfassung der Herstellungsmethoden für die 20 natürlichen Aminosäuren, gruppiert auch nach dem Marktvolumen.
Abbildung: Korrelation zwischen Produktionsvolumen und Produktpreis für natürliche Aminosäuren, unter Verwendung des Gruppierungsschlüssels der vorhergehenden Tabelle. • Extraktion • relativ billige Aufarbeitungsmethode mit hoher Kapazität • Alternativen wären: Fällung (Selektivität oft gering); Adsorption (Kapazität oft gering); Membranprozesse (Selektivität gering; Kosten oft hoch und wenig stabile Prozessführung); fraktionierte Destillation (Flüchtigkeit der Zielkomponente).
nutzt die Verteilung von gelösten Substanzen zwischen nicht mischbaren flüssigen Phasen Penicillin löst sich besser in Amylacetat als in Wasser bei pH 5.5 Katalase hat höhere Löslichkeit in polyethylenglykolreichen Lösungen als in dextranreichen Lösungen (wässrige 2 Phasen!) Der Verteilungskoeffizient Pc ist gegeben durch die Beziehung: Pc = Co/Cw wobei Co und Cw die Konzentrationen des gelösten Stoffes in der leichten (z.B. organisches LM; o) und schweren Phase (z.B. Wasser; w) darstellen. Bei Verwendung von Molenbrüchen statt Konzentrationen erhält man Px = xo/xw Pc ist generell stark vom Lösungsmittel, pH, T, Salz- und anderen Additiven abhängig, und muss im Einzelfall empirisch optimiert werden.
Die Kenntnis der Produkteigenschaften ist wichtig, z.B. die Säure-Base-Gleichgewichte Seitenkette a-NH2 a-CO2H Seitenkette a-NH2 a-CO2H
Abbildung: Hydrophobe Eigenschaften von Aminosäuren. • Klassifikation nach Hydrophobizität (oben) • Quantifizierung der Hydrophobizität nach verschiedenen Kriterien: • 1) Mittlere Oberfläche, die im Proteininneren gefunden wird; d.h. Tendenz, nicht dem Lösungsmittel exponiert vorzuliegen. • 2) Freie Enthalpie des Transfers von Wasser in ein organisches Lösungsmittel wie n-Oktanol. • 3) Freie Enthalpie des Transfers von Wasser in die Dampfphase.
Die Massenbilanz einer Batchextraktion stellt sich folgend dar: Co,0O + Cw,0W = Co,eqO + Cw,eqW wobei O und W die Volumina der Phasen sind, und die Indices 0 und eq die Startsituation und das Extraktionsgleichgewicht bezeichnen. Umgeformt ergibt sich: Co,eq = PCCw,0/(1 + E), wobei gilt, dass der Extraktionsfaktor E, E = PCO/W Das Verhältnis E / (1 + E) ergibt die Extraktionsausbeute. Die vereinfachte Bilanz der Gegenstromextraktion (z.B. in einem Differentialextraktor) ergibt sich: Co = (Fw /Fo) (Cw,0 -Cw) wobei F die Flüsse der organischen und wässrigen Phase sind. Entlang der z-Achse eines Extraktors gilt: dCo/dz = (ka / (Fo/A)) (Co,eq - Co) wobei k ein Massentransferkoeffizient und a die spezifische Austauschfläche zwischen W und O sind. A ist die Extraktorgrundfläche.
Wässrige 2-Phasenextraktion • Separation auf Basis des thermodynamischen Verteilungskoeffizienten in 2 nicht mischbaren Phasen • Rein wässrige 2-Phasensysteme (Polyethylenglycol im Gemisch mit anderen Polymeren wie Dextran oder derivatisierter löslicher Stärke, oder ionischen Komponenten wie Zitrat oder Phosphat) • Optimierung der Extraktionsbedingungen betrifft neben pH, T und Ionenstärke auch das Volumensverhältnis der Phasen! Abbildung. Vorteil der wässrigen 2-Phasenextraktion in der Aufarbeitung von intrazellulär lokalisierten Proteinen.
Determination of the binodal using, e.g., the ‘cloud point’ method - literature data are not always reliable and should be confirmed, at the least. • Determination of the tie lines by measurement of composi-tion of top and bottom phase (refractive index, dry weight, conductivity, specific probes) • Determination of operation point(s) (A1 - A3) for two-phase extraction The partitioncoefficient, K = Ct/Cb, and thepartitionratio, G = K Vt/Vb areneededtocharacterizethepartitioningof a singlecompound, whereCtandCbaretheconcentrations in the top andbottomphaseandVtandVbarethevolumesofthe top andbottomphase, respectively.
Abbildung: Schematische Darstellung von einigen, in der Bioprozesstechnik häufig verwendeten Extraktionsapparaten.
Häufig werden für die Extraktion sogenannte Mixer-Settler Kombinationen verwendet. Die Anlage besteht aus einem Rührtank, in dem die Extraktion stattfindet, und einem ungerührten Gefäß, in dem die Phasenseparation durch Tropfenkoaleszenz und Absetzen passiert. Andere: Säulenextraktoren (siehe weiter hinten) Bessere Separation wird in Kaskaden solcher Mixer-Settler erreicht, wobei die Phasen im Gleich- oder Gegenstrom gefahren werden können. Abbildung: Typische Mixer-Settler Kombination für die Extraktion im Gleichstrom. Für die Extraktionsausbeute über n Stufen gilt im Gleichstrom E /(E +1) und im Gegenstrom E (En -1) / (En+1 - 1).
Graphisch lässt sich die Extraktion im Batch anhand einer Gleichgewichtskurve sowie einer Arbeitsgerade auslegen. Betriebspunkt ist der Schnittpunkt der Kurven. Abbildung: Einstufige Extraktion. Punkt A zeigt die Konzentration in der organischen Phase (y) im Zulauf (= 0) sowie der wässrigen Phase im Ablauf (x1), Punkt C zeigt die Konzentration in der organischen Phase (y) im Ablauf (y1) sowie der wässrigen Phase im Ablauf im Zulauf. • Weitere Formen der Extraktion sind überkritische Gasextraktion, Reaktivextraktion sowie Extraktion mit Flüssigmembranen oder reverse Micellen.
Bei bestimmten kritischen Drucken und Temperaturen existieren Flüssigkeit und Dampf nicht als zwei separate Phasen im Gleichgewicht. Oberhalb des kritischen Punktes wird ein Fluid als superkritisch angesehen. Die Dichte eines superkritischen Fluids kann sich stark mit T und P ändern, und lässt sich durch Variation dieser Stellgrößen gut beeinflussen. Extraktion und Re-Extraktion sind daher gut möglich. Nachteil: hohe Anlagen- und Betriebskosten. Obwohl die Dichten von superkritischen Fluiden denen von Flüssigkeiten entsprechen, sind die Diffusionskoeffizienten für solche Fluide und deren Viskositäten zu 2 Größenordnungen niedriger als die von “echten” Flüssigkeiten. Abbildung: Die vorherige grafische Analyse lässt sich natürlich auch für mehrstufige Extraktionen durchführen. Es wird die Anreicherung der Komponente in der organischen Phase mit jedem Extraktionsschritt klar.
Abbildung: Zwei typische Extraktoren ohne (links) und mit (rechts) mechanischem Antrieb. Im Falle des angetriebenen Extraktors werden rotierende Scheiben an einem Schaft montiert und führen zu einer guten Dispersion der organischen Phase mit großer Flüssig-Flüssig-Austauschfläche. Im Extraktor mit perforierten Platten wechseln sich Koaleszenz und Dispersion laufend ab.
Superkritische Extraktion mit CO2 hat Anwendung in der Aufarbeitung von relativ unpolaren und nicht ionischen Biomolekülen wie z.B. von Alkaloiden. Weitere Anwendungen sind in der Lebensmitteltechnologie (lipophile Ester, ...) Durch die Beimengung von Methanol kann die Polarität des Extraktionsmediums erhöht werden. Neue Entwicklungen betreffen die Verwendung von superkritischen CO2 im Gemisch mit polymeren Fluorkohlenwasserstoffen als oberflächenaktiven Substanzen zur Extraktion von Proteinen. Abbildung: Zustandsdiagramm von Kohlendioxid. Zusätze von z.B. Perfluoropolymeren erniedrigen den kritischen Punkt und modifizieren die Polarität. Aufgrund der hohen Penetration in feste Matrices eignen sich superkritische Fluide gut zur Extraktion aus Feststoffen (z.B. Koffein aus Kaffebohnen). Andere: Ethan, Ethylen, Methan
Supercritical fluids • ... offer the adavantages of • improved heat and mass transfer due to high diffusion rates and low viscosities, • possible fine tuning of solvent properties by varying pressure and temperature, • potentially large window of operation in the supercritical region, and • ease of recovery of solvent • Long-known industrial examples are • the high-temperature and -pressure free radical polymerization of ethene to produce low-density polyethylene, and • the Haber process for ammonia maunfacture (which operates above the critical point of ammonia). Scheme. Phase diagram of CO2.
Supercritical carbon dioxide • Extraction processes • Role as a reaction solvent (free radical polymerizations; metal-catalyzed C-C bond formation; catalytic hydrogenations; oxidations; rearrangement reactions; Diels-Alder reactions; Friedel-Crafts; hydroformylation; esterifications; chlorinations) • Use in crystallization processes and for spray coating Figure. Essentials of coffee decaffination process.
Reaktive Extraktion • Bildung eines Ionenpaares zwischen zu extrahierender Substanz und einem sogenannten Carrier. • Das Resultat ist ein verbesserter Verteilungskoeffizient und damit verbunden, die gesteigerte Anreicherung in der organischen Phase. • Typische Carrier sind quarternäre Ammoniumionen; quarternäre Phosphoniumionen; Di- und Trialkylphosphorsäuresalze. • Wichtige Wechselwirkungen sind: H-Brücken; Ionenpaarbildung. Abbildung: Einige Verteilungskoeffizienten für niedermolekulare Produkte in wässrig-organischen Zweiphasensystemen. Der Zusatz von Carrier-Verbindungen kann die Verteilung markant verbessern.
Reverse Mizellen • Die Komponenten sind ein Detergenz in wässriger Lösung sowie ein organisches Lösungsmittel (z.B. Isooktan), das mit Wasser nicht mischbar ist. • Typische Detergenzien: Bis(2-ethylhexyl) Natrium Sulfosuccinat (AOT); Dilauryldimethyl Ammoniumbromid . Abbildung: Schematische Darstellung des Prinzips der reversen Mizellen. Das Innere der Mizellen, die sich im organischen Milieu anreichern, ist polar, enthält aber sehr wenig Wasser. Die Mizellen eignen sich zur Extraktion von DNA, Proteinen, ionischen Verbindungen wie z.B. Aminosäuren, und sogar Zellen. Die Größe der Mizellen wird beeinflusst durch: Konzentration des Detergenz (wenn hoch, Mizellen klein); Typ des Detergenz; Typ und Konzentration von Salzen; Typ des nichtoplaren Lösungsmittels. Empirische Optimierung ist nötig.
Abbildung: Aminosäuren lassen sich effektiv mit reversen Mizellen extrahieren. • Beispiel für die Prozessintegration der Extraktion Abbildung: Schema für die Herstellung von 6-Aminopenicillansäure (6APA) aus Penicillin nach dessen Extraktion mittels reverser Mizellen. 6APA wird aus Penicillin durch esterolytische enzymatische Konversion erzeugt.
Fermentative Gewinnung am Beispiel Glutaminsäure • 1957 wurde von japanischen Forschern ein Bodenbakterium entdeckt, welches effektiv L-Glu produzieren konnte. • Der Organismus wurde als Corynebacterium glutamicum identifiziert und gehört zur Gruppe der coryneformen Bakterien. • Diese Bakterien sind Gram positiv und unbeweglich, und sind keine Sporenbildner. • Ein wesentliches metabolisches Merkmal ist die Biotin- Abhängigkeit des Wachstums. • Prozesse für die Herstellung von L-Glu integrieren Physiologie, Molekularbiologie und Prozesstechnik. • Die industrielle Produktion verwendet entweder Zuckermelasse oder Stärkehydrolysat als C-Quelle sowie Ammoniumsulfate as N-Quelle. • Wesentliche Prozessfaktoren sind: • Ausreichende Biotinversorgung für Wachstum und Sekretion • Ausreichende Versorgung mit Sauerstoff um Nebenproduktbildung (Milchsäure, Succinat) zu verhindern. • Regulation der Synthese von L-Glu
Abbildung: Modelle zur Erklärung der effektiven Sekretion von L-Glu aus der Zelle in Medium. Die intrazellulären Konzentrationen an L-Glu scheinen nie so hoch zu werden, dass Diffusion allein für die beobachtete Freisetzung des Produktes verantwortlich ist. Die Existenz von spezifischen Carriersystemen wird daher vermutet. • Weitere Prozessfaktoren: • Zugabe von Penicillin oder Cephalosporin C um die Membranpermea-bilität zu erhöhen. • Das Studium von Transportproteinen ist für eine Vielzahl von biotechnologischen Prozessen sehr wichtig! • Die Biochemie dieser Proteine ist experimentell schwer zugänglich. Überlegen Sie warum? • Heterologe Transportsysteme sind häufig nicht sehr effektiv.
Abbildung: Metabolismus von C. glutamicum für die Herstellung von L-Glu aus Glucose. Einflussfaktoren sind hauptsächlich Feedback-Inhibition sowie Repression. Regulatorische Enzyme sind vor allem die Phosphoenolpyruvat Carboxylase, welche Oxalacetat aus Phosphoenolpyruvat synthetisiert und durch L-Asp inhibiert und durch L-Asp und L-Glu reprimiert wird, sowie die a-Ketoglutarat Dehydrogenase (KDH), welche in direkter Konkurrenz mit L-Glutamat Dehydrogenase (GDH) steht, die L-Glu produziert. In überproduzierenden Stämmen ist die Aktivität der GDH um 2 Größenordnungen höher als die der KDH. Weitere Stammverbesserungen betreffen Thermophilie, erhöhte Sekretion sowie Erweiterung des Substratspektrums (CO2 Fixierung) • Regulation der Glutaminsäureproduktion
Abbildung. Schematische Darstellung des Prozesses für die Herstellung von L-Glu. Das Prozessvolumen liegt bei etwa 500 m3, eine der größten Produktionen in Rührtankbioreaktoren. Zeitdauer liegt bei 40 - 60 h, die Endkonzentration an Produkt ist etwa 150 g/L. Der Prozess wird im Fed-Batch Modus gefahren. • Prozesstechnische Besonderheiten: • Kontinuierliche Sterilisation im industrielle Maßstab • Präzise Kontrolle von T, pH und O2 im großen Maßstab • Die Aufarbeitung beinhaltet Zellseparation durch Zentrifu-gation oder Ultrafiltration. Anhand der Produktion von L-Glu sind eine Reihe von computergesteuerten Controllern entwickelt worden, die auf die Verwendung von mathematischen Modellen verzichten.
Der Fed-Batch Prozess Abbildung: Schematische Darstellung eines Zulaufverfahrens für den Rührkesselbioreaktor. Für den Fall, dass der Zufluss F konstant bleibt (was nicht in allen Prozessen so gehandhabt wird; warum?) und die Dichte des Fluids sich nicht ändert, gilt: dV/dt = F Daher liefert die Massenbilanz für die Biomasse unter der Annahme, dass für den Zufluss gilt Xi = 0: d(XV)/dt = XiF + µXV oder X dV/dt + V dX/dt = XiF + µXV . Unter Verwendung der Beziehung D = F/V D ... Verdünnungsrate (h-1) kann nach Division durch V allgemein geschrieben werden: dX/dt = X (µ - D(t)) wobei D eine Funktion der Zeit ist. Häufig wird der Prozess bei hohem X gefahren, sodass dX/dt ≈ 0 und damit D ≈ µ. Zumeist gilt dann auch S < Si, und daher dS/dt ≈ 0. Es gilt dann angenähert: X ≈ YXSSi und P ≈ YPSSi
Mathematische Modellierung von Stoffwechselwegen • Identifizierung von kritischen Schritten (“Bottlenecks”) • Basis für Metabolic Engineering • berücksichtigt die Plastizität eines globalen metabolischen Netzwerkes, die der Untersuchung von einzelnen Reaktionsschritten nicht zugänglich ist • berücksichtigt, dass z.B. gemessene Enzymaktivitäten in der Zelle nicht unbedingt mit Stoffflüssen durch die jeweiligen metabolischen Schritte gleichzusetzen sind. Abbildung: Metabolisches Netzwerk auf Basis eines kinetischen Modells. Die Anforderungen sind die Kenntnis des Stoffwechselweges, der kinetischen Konstanten der beteiligten Enzyme, der intrazellulären Reaktandenkonzentrationen und Enzymaktivitäten, welche nicht notwendigerweise mit den Enzymkonzentrationen korrelieren (regulierte Enzyme!). Ein gekoppeltes Set an Gleichungen kann für die Simulation verwendet werden.
Abbildung: Schematischer Ablauf der Erstellung und Verwendung eines stöchiome-trischen metabolischen Modells. Der Vorteil liegt in der Tatsache, dass keine kinetischen Annahmen getroffen werden und nur physikalische Massenbilanz zu Grunde liegt.
Zentrifugation • wird in der flüssig-fest oder flüssig-flüssig Separation verwendet. • basiert auf Dichtedifferenzen zwischen der Flüssigphase und dem Feststoff bzw. den Flüssigkeiten. • Die Phase mit der höheren Dichte wird sich unter dem Einfluss der angelegten Kraft durch künstliche Zentrifugalbeschleunigung absetzen. • Systeme mit hohen Dichtedifferenzen werden sich auch nur durch den Einfluss der Gravitation trennen. • In der Industrie ist es aber nötig, den Separationsprozess zu beschleunigen. • Die Partikelsedimentation in wässrigen Medium wird durch die Bilanz folgender Kräfte (F) beschrieben: • F (Gravitation) - F(Auftrieb) - F(Strömungswiderstand) • Zentrifugation biologischer Materialien erfolgt zumeist im Stoke’s Regime (Re < 0.4, wobei git Re = rpUdp/ µ wobei rp die Dichte des Partikels, U die Sedimentationsgeschwindigkeit, dp der Durchmesser des Partikels und µ die Viskosität des Mediums ist). • Für die Summe aus [F(Auftrieb) + F(Strömungswiderstand)] gilt die Beziehung: (p/6) dp3g (rp - rf) wobei die Dichte des Fluids und g die Gravitationsbeschleunigung (9.8 m/s2) ist.
Die Geschwindigkeit (vg), mit sich ein Partikel im Schwerefeld letztlich absetzt, lässt sich wie folgt angeben: vg = dp2g (rp - rf)/18µ • In der Zentrifuge gilt die folgende Beziehung für die Absetzgeschwindigkeit (vc), vc = w2Rdp2 (rp - rf)/18µ wobei w die Winkelgeschwindigkeit, und R die radiale Distanz darstellt. Das Verhältnis (Z) aus Z = w2R/g wird als zentrifugale Beschleunigung bezeichnet und liegt im Bereich 300 bis 16 000. • Der Vollständigkeit halber sei erwähnt, dass im Allen Regime (0,4 < Re < 500) und im Newton Regime (500 < Re < 2 x 105) andere Beziehungen für vc gelten. • Vorteile der Zentrifugation sind die kurzen Retentionszeiten, was für labile Moleküle sehr wichtig ist. Häufig wird eine Vorfiltration durchgeführt. Die Wärmeentwicklung muss berücksichtigt werden. • Weitere Vorteile: Relativ kompaktes Instrument, das kontinuierlich betrieben werden kann. Die Betriebskosten sind eher gering, die Anlagenkosten dafür hoch. Biologisches “Containment” für z.B. genetisch modifiziertes Material ist möglich, steriler Betrieb ebenfalls (Dampfsterilisation für Cleaning-In-Place).
Die Selektion von Zentrifugen erfolgt auf Basis • der Zusammensetzung des Feststoffes • der Partikelgröße und der Größenverteilung • Form, Dichte und Rigidität der Partikel • Flüssigkeitszusammensetzung, Dichte und Viskosität • sowie der Produktsstabilität • Die Dichte mikrobieller Partikel ist der Dichte von Wasser sehr ähnlich, d.h. (rp - rf) ist klein (≤ 0.1g/cm3). • Ob ein Partikel die Wand einer Zentrifuge erreichen kann und sich dort als Pellet festsetzt hängt vom Z-Wert aber auch von der Zentrifugationsdauer ab. Im kontinuierlichen Betrieb wird die Verweilzeit durch den Zufluss an Suspension gesteuert. • Für den Vergleich von Zentrifugen und die Maßstabsvergrößerung ist der sogenannte Sigma-Faktor (S; m2) wichtig. Es gilt die Beziehung • S = Q / vg wobei Q die Zuflussrate ist. • Wichtige Zentrifugentypen sind: • Röhrenzentrifugen / Siebkorb- und Siebschneckenzentrifugen • Mehrkammer- und Tellerzentrifugen / Düsentellerzentrifugen
Abbildung: Die wichtigsten Grundtypen von Zentrifugen. Die Röhrenzentri-fuge und die Tellerzentrifuge. Abbildung: Einige charakteristische Eigenschaften von Biosystemen, die für die Zentrifugation relevant sind: Größe und Dichte.
Abbildung: Schematische Darstellung der Separation in einer Röhrenzentrifuge (oben) und in einer Tellerzentrifuge (unten). Innerhalb der Röhre bzw. zwischen den Tellern herrscht laminare Strömung, und die Flussgeschwindigkeit sinkt gegen Null an den jeweiligen Wänden. Die Trajektorie jedes Partikels wird durch die Resultierende aus Zentrifugalkraft (v1) und Flussgeschwindigkeit (v2) bestimmt. Ein Partikel in polydisperser Lösung kann die Zentrifuge an bestimmten radialen Positionen betreten. Partikel, die bis zum Zentrifugenausgang den Rand bzw. die Oberfläche des oberen Tellers nicht erreichen, werden ausgewaschen. Partikel mit größerem Durchmesser bzw. größerer Dichte werden besser zurückgehalten. Q
Abbildung: Die Zentrifugation ändert die Partikelzusammensetzung einer polydispersen Lösung. Sie ist keine Methode der absoluten Separation. Partikel mit d < dA werden zurückgehalten, wenn sie an einer günstigen Position in die Zentrifuge eintreten. • S-Faktor (Konzept des Flächenaquivalents) • Bewertung von Zentrifugen nach dem vergleichenden Kriterium der Oberfläche, die unter Gravitationsbedingungen für dieselbe Separationscharakteristik wie in der Zentrifuge benötigt würde. • Da vg unter gegebenen Bedingungen eine Partikeleigenschaft darstellt, die von der Bauart der Zentrifuge unabhängig ist, lässt sich die Kapazität von Zentrifugen (Q) nach der Beziehung • Q2 = Q1 (S2/S1) • gut vergleichen. • Röhrenzentrifuge: S = 2plR2w2/g • Tellerzentrifuge: S = (2pnw2/3g) (r13 - r23)cotQ • mit n der Anzahl der Teller, l der Länge der Röhre, und Q dem Winkel der Teller. R entspricht etwa r2 in der Röhrenzentrifuge.
Gt-Faktor (Konzept der charakteristischen Zeit) • Qualitative Bewertung von Zentrifugen nach dem vergleichenden Kriterium des Produktes aus Zentrifugalkraft G und Zentrifugationsdauer t • Für den Gt-Faktor gilt angenähert: • (R0w2/g) t • wobei R0 der charakteristische (meist der maximale) Radius ist. • Für die Bestimmung von Gt-Werten im kleineren Maßstab (Labor) wird der sogenannte “Gyro-Tester” verwendet. Er ist eine Tischzentrifuge mit austauschbaren Rotoren: Röhrenhalterung; Tellerrotor; Tellerrotor mit Düsenaustrag. Abbildung: Charakterisierung der Zentrifugation von verschiedenen Biosystemen nach dem Konzept des Gt-Faktors
Abbildung: Darstellung einer sogenannten “Grade-Efficiency” Kurve für die Zentrifugation mit einer Tellerzentrifuge. Der Ausdruck G(d) für die Effizienz ist 100%, wenn alle Partikel einer bestimmten Größe abgetrennt werden. Die Abbildung zeigt den Einfluss verschiedener Prozessvariablen auf die Separationseffizienz. Für den Fall, dass S größer wird oder Q kleiner wird, verbessert sich die Effizienz.
Feststoff aus Abbildung: Schematische Darstellung (Trommelschnitt) einiger wichtiger Zentrifu-gentypen. Die Tellerzentrifugen unterscheiden sich zumeist in der Entleerungsauto-matik, welche zeit- oder sensorgesteuert betrieben werden kann. In (b) erfolgt die Entleerung periodisch, in (c) kontinuierlich. In (d) ist eine Dekanterzentrifuge darge-stellt, deren Vorteil hoher Durchsatz (200 m3/h) für Suspensionen mit hohen Feststoffgehalt (< 80%) bei allerdings geringen Zentrifugalkräften (350 - 1500 x g) ist.
Enzymatische Prozesse • Als Katalysatoren werden freie und immobilisierte Enzyme sowie zellulär gebundene Enzyme eingesetzt. Zumeist handelt es sich um rekombinante Proteine, die durch heterologe Expression der Gene in bakteriellen Wirten oder in Hefen hergestellt werden. Thermophile Enzyme kommen zum Einsatz. • Stereoselektive Resolution von racemischen Mischungen. • Aminoacylase und N-Acyl-Aminosäuren (Takeda Prozess) • Abwandlungen der Technologie mit Esterasen sowie Amidasen • Hydantoinase für die Herstellung p-Hydroxyphenylglycin, einer Seitenkette von Ampicillin im 1000 Jahrestonnenmaßstab). • Aminosäuresynthese durch • Arginase für die Herstellung von L-Ornithin. • Oxidoreduktive Transformationen. • Lyasen, Transaminasen und Racemasen. • Peptidsynthese durch reverse Hydrolyse (z.B. Aspartam; Kyotorphin, ein Dipeptid aus Tyrosyl-Arginin, das als Analgetikum eingesetzt wird).
Abbildung: Strategie zur Herstellung enantiome-renreiner D- oder L-Aminosäuren aus Hydantoinen, zyklisch geschützten Aminosäuren. Die Abspaltung von CO2 und NH3 kann spontan oder katalytisch durch den Einsatz von Carbamoylase geschehen. • Enzymatische Prozesse Abbildung: Synthese von L-Ornithin mittels Arginase. Das Produkt wird zur Behandlung von Lebererkrankungen eingesetzt.
Abbildung: Reaktortechnische Lösung für den Einsatz von Arginase, einem scherempfindlichen Enzym. Die Stabilität ist in einem hydraulisch betriebenen Reaktor wesentlich verbessert. Abbildung: Aminosäuresynthese durch reduktive Aminierung mit gekoppelten Dehydrogenasen. Die Regenerierung von NAD(H) erfolgt durch Formiatdehydrogenase. Es ist daher der Einsatz von katalytischen Konzentrationen an NAD(H) nötig.
Abbildung: Prozess für die Herstellung von Aspartam mittels reverser Hydrolyse der Peptidbindung durch eine thermophile Zn2+-abhängige Protease. Das Enzym ist völlig enantio- und regiospezifisch. Etwa 10 000 Jahrestonnen wurden in 2000 auf diesem Weg hergestellt. Das Gleichgewicht der Reaktion (Keq) ist natürlich sehr ungünstig. Wege, um Keq zu verbessern sind: Zusatz von organischen Lösungsmitteln und in-situ Präzipitierung des Produktes. Abbildung: Toray Prozess für die Herstellung von Aminosäuren aus Lactamen unter Einsatz einer Hydrolase und Racemase.