Download
1 / 33
330 likes | 444 Views
GDE status 報告会 4月28日: (空胴表面プロセス、空胴システム). ILC S0 Strategy. Proposal FNAL 24.4.2008. S0 Status: High Gradients. Field emission has been reduced This is good news Monitoring the three approaches (Ethanol, Ultrasound or Fresh EP) needed Is there a significant advantage of one over the other?

E N D
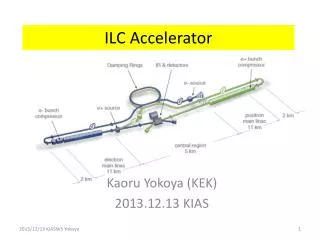
GDE status 報告会4月28日: (空胴表面プロセス、空胴システム) ILC S0 Strategy Proposal FNAL 24.4.2008
S0 Status: High Gradients • Field emission has been reduced • This is good news • Monitoring the three approaches (Ethanol, Ultrasound or Fresh EP) needed • Is there a significant advantage of one over the other? • Data set for Fresh EP on multi-cells small • Still rather large gradient differences are observed due to thermal breakdowns • Needs improved understanding of the nature of these breakdowns • E.g. some of the very low gradient breakdowns have been tracked to the equator region • At higher gradients this is not yet obvious • Need improved diagnostics • High-resolution temperature maps and high resolution optical inspection • There is a broad consensus on this in the SCRF community • See recent TTC Meeting at DESY • In the following a program to attack this problem is proposed
S0 Program: Rationale • Take a sample of cavities e.g. DESY 4th production • May depend on manufacturer • Assume cavities below a threshold (<XX MV/m) have well identifiable defects (>50 um) • This is substantiated by the initial results on AES cavities • Decision Point at threshold • <XX MV/m • Identify and remove defect • Retest • Demonstrate effectiveness of guided repair • 20 % of cavities go this way if estimate from DESY 4th production • >XX MV/m • need understand causes of cavity performance variability at high-gradient limit • Possible Hypotheses • Visible defects (with high-res optical inspection), but smaller • contaminants from solvent/detergent rinse • ‘Process-test-reprocess-retest’ is required using thermometry • This was done e.g. with Ichiro 5
ILC S0 Feedback Loop Cavity Incoming QC Feedback: Improve Specification/QC Huge Irregularities eg. Scratches Standard Cavity Preparation Cycle Countermeasure (Guided Repair) Witness Samples Standard Vertical Test Cavity < XX MV/m Identify Irregularities eg. pits > XX MV/m Understand nature of high gradient limitation e.g. does minor EP move quench location Additonal Processing Cycle Standard Vertical Test Cavity Samples Single Cells Horizontal Tests or Module Assembly Global Design Effort
Definition of the Cavity Processing Cycle • Incoming cavity QC: Niobium material and cavity fabrication • Optical inspection of as-received cavity. • Decision: Continue or Repair • Standard Processing Recipe • Bulk electro-polishing of ~150 um. • Ultrasonic degreasing. • High-pressure rinsing. • QC : Optical inspection • Hydrogen degassing at 600 deg C. • Field-flatness tuning. • QC : Optical inspection • 20 um electro-polishing. • Ultrasonic degreasing. • High-pressure rinsing. • Assembly and vacuum leak testing. • 120 deg C bake. • Vertical dewar test. • Decision: Optical inspection or send to module? • QC: Optical inspection
Definition of Standard Test • Hold at ~100 K during cool down to check for Q disease. • Q vs. T measurement during cool down. • Q vs. E measurement on p mode. RF process as needed. • Q vs. E measurement on all other modes. RF process as needed. • Final Q vs. E measurement on p mode. • Notes: • All Q vs. E measurements to include radiation data logging. • Utilize 9-cell T-mapping system if available. • Diagnostic Techniques • Determine limiting cells based on mode measurements. • If 9-cell T-mapping was not employed, apply thermometry to limiting cells and retest. • Perform optical inspection of limiting cells.
Definition of Countermeasures • Defect is identified, size is known • Possible Countermeasures • Local • Grinding and/or etch • guided repair e.g. diamond proposed by Hayano • Re-weld • needs to be validated on samples first • Full cavity • Tumbling • better for defects in equator region • Full EP with sufficient removal • especially effective in iris region • Titanisation • very time consuming treatment • should be the last resort
Choice of the Threshold Gradient XX MV/m • Repair and testing cycles are likely resource limited • Some repair methods not yet available • Overall resource issues • Proposal: • Test of a set of cavities • Subset of ~20% low-performing cavities will be repaired • Demonstrate the effectiveness • Gradient should at least reach the average of the 80% of the cavitiy set • The threshold should therefore increase over time and is measure of the success of the program
Definition of a Single-Cell Program for S0 • Use a set of single-cells cavities to ‘calibrate’ the systems mentioned i.e. optical inspection and thermometry • A detailed analysis of the results is needed • Need to determine • the distribution of defects (size, location, type) with optical inspection • the distribution of hotspots below maximum field • the quench location • final step could be the dissection of the cavity • Check for correlation with the • weld affected region e.g. overlap • grain boundary • grain size • Re-treatment of several cavities is needed to verify whether the breakdown locations are changing or are locally invariant • Sample cavities to included • Fine grain, welded • Large-grain (or single crystal), welded • Compare EP and BCP • Fine-grain seamless • Acknowledgdement: • Some work has already started e.g on effects of grain boundaries • This should be encouraged and intensified
Requirements for a Sample Program for S0 • The sample program should investigate • Quality of the weld region • check for voids • use as witness samples in fabrication • simulate procedures at companies • (RRR distribution: See DESY results W. Singer et al.) • Improvements of weld quality • EP of weld regions before EBW • Sample holder cavity • Witness samples from preparation process • Use all available surface inspection methods... • Acknowledgdement: • Some work has already started e.g on residues from preparation processes • This should be encouraged and intensified
Conclusion • After reduction of field emission additional diagnostics methods need to be applied systematically • High-resolution optical inspection and temperature-mapping have shown very encouraging results • A plan has been developed to implement a feedback loop into the cavity production cycle • Loop is designed to generate understanding of nature of defects • E.g. origin and relevance of defects by optical inspection • Need more data to substantiate results from Kyoto • Supporting single-cell and sample program • Standard test definition will allow to compare data across labs
Cavity Integrationsummary H. Hayano April 25, 2008 ILC-SCRF meeting @FNAL
Followings were discussed • Tuner performance • Tuner Motor location • Tuner specification profile table • Input coupler industrialization • Input coupler tunability • Input coupler specification profile table • ‘S1 Global’ issues
Tuner performance • Lorentz detuning simulation (Y. Yamamoto) discussion: need more clear discussion why we need stiff tuner, cost of stiff vs. cost of robust piezo? • Ball-screw tuner performance results (T. Saeki) preliminary report on LD compensation, dø/dt detuning measurement, microphonics, etc. • Blade tuner update (C. Pagani) version 3 blade tuner tested at DESY, BESSY. 8 unit will be delivered to FNAL in May. • Comment on tuner motor reliability (S. Noguchi) discussion: difficult to estimate MTBF, need to compare benefit of motor outside vs. risk increase like vac leak. repaireble with minimum cost (with minimum design change and minimum risk ) should be consensus.
Spec. Profile Table (Slow tuner) @Apr.2008 GDE FNAL meeting Red box and red filled column will be decide later
Spec. Profile Table (Fast tuner) @Apr.2008 GDE FNAL meeting Red box and red filled column will be decide later
Plan for developing Tuner Work Package • Finalize spec. profile table, today. • Upload to EDMS team workspace now. • Revise any spec. in any time, if it is inconsistent. • Develop tuner comparison table and R&D of each tuner for EDR baseline selection. • Write and develop ‘recommendation of motor/acutuator location’ according to the past presentations and R&D, report it to PM by the next Chicago meeting.
Coupler discussion • XFEL coupler (S. Prat) Information on coupler industrialization status, plan, cost, etc. • Fixed coupler operation (S. Noguchi) grouping cavity concept for maximum E operation with rough cost comparison. discussion: gaussian cavity gradient distribution is feasible? optimistic estimation? Error will be more small. Cost minimum for matched condition? Small LLRF margin. • Variable/Fixed coupler technical issue (E. Kako) Visualized discussion of variable/fixed coupler installation.
Spec. Profile Table @Apr.2008 GDE FNAL meeting Red box and red filled column will be decide later Yellow box are Revised in this Meeting.
Plan for developing Coupler Work Package • Finalize spec. profile table, today. • Upload to EDMS team workspace now. • Revise any spec. in any time, if it is inconsistent. • Develop pros/cons table for tunability. • Write and develop ‘recommendation of tunability’ according to the past presentations, report it to PM, by the next Chicago meeting.
Technical points of S1-Global; • Two STF cryomodules have different design for STF-BL and LL cavities, respectively. • Module A cryostat was designed for accommodating four BL cavities, and Module B cryostat for four LL cavities. • The helium vessel design of STF-LL cavity has geometrically common concept with DESY and FNAL vessels.The design of STF-BL cavity package has many different points to DESY and FNAL vessels. • Proposed combination of different types of cavities for S1-Global, • Module A will consist of 4 BL cavities or 3 BL cavities + 1 LL cavity. • Module B will consist of 2 DESY cavities + 2 FNAL cavities or DESY + FNAL + LL cavities. S1‐Global at KEK STF Module A for BL cavities Module B for LL cavities DESY1 DESY2 FNAL1 FNAL2 >32MV/m >32MV/m >32MV/m >32MV/m S1 Global original concept (DESY or US) BL#2 BL#5 BL#6 >32MV/m 29MV/m ??MV/m ??MV/m ( or BL#7?) ( or LL #7? LL#8?) 2 DESY cavities + 2 FNAL cavities 4 KEK-BL cavities DESY and FNAL cavities are considered to be assembled in the Module B.
Problem-1: Incompatibility between DESY & FNAL cavity package and STF cavity package DESY & FNAL Cavity Package STF Cavity Package Input couplers and LHe supply cross connect pipes of KEK and DESY & FNAL locate in the opposite side with respect to the direction of cavity package
Problem-2:The length of the GRP is not enough for supporting FNAL or DESY cavitieswhen they are installed in STF module. FNAL Cavity Package STF-LL Cavity Package
Problem-3: Pipes & support Interference between DESY & FNAL cavity package and STF GRP LHe supply pipe LHe supply pipe support Support legs of GRP Viewed from upper-side FNAL LHe supply pipe cross connect and DESY LHe supply pipe support conflict with STF GRP support legs. Locations of support legs and support tabs are not consistent.
Problem-4: Coupler port Interference between Module-B cryostat and DESY & FNAL cavity packages DESY Input Coupler Flange Interference by 14.74mmbetween the flange and the coupler port flange. Input coupler port of the STF-Module-B cryostat The coupler ports on the Module-B need to be modified to accommodate both KEK Input Couplerand DESY Input Coupler.
S1-Global cavity & module combination • Plan C4 and C5 are technically preferable : • No additional work for Module A, B ( except module connections ) • KEK : will optimize the selection of cavities within module A • Type III+ design can be used for Module B ( name it Module C). • Minor modification is required, and the design must be checked. (LHe supply pipe position and cross-section design.) • International collaboration more widely (INFN participation) • KEK will have experience of Type-III. (3 regions have the same opportunity for assembly of the same cryomodule.) • Need more consideration • Conflict on schedule of STF-2 work. • Production schedule of cavity-packages in each region. • More consideration and discussion on module B modification or new module C production.
S1 Global : Module-C By Don Mitchell
? Completing the design of S1-Global : 6 months The combination of cavities for S1-Global should be decided in 2008. Manufacturing components : 6 months
C4 and C5 Design modification and check INFN Cold mass and vacuum vessel construction : 13 months from T0 DESY cavities production & tests Clean room work at STF Time of starting work with INFN is critical. FNAL cavities production & tests with HTB Clean room work and assembly to Cryomodule at STF FNAL cavities production & tests without HTB ?? Clean room work and assembly to cryomodule at STF