Download
1 / 15
160 likes | 366 Views
Scenario Based Auditing Christo Zemering, General Electric Plastics Paul Swuste, Safety Science Group, TUD. Outline. Auditing High Risk Chemical Facilities Causes of major accidents and incidents How do we manage Process Safety ? Is there a mismatch….? Scenario Based Audit (SBA).

E N D
Scenario Based Auditing Christo Zemering, General Electric Plastics Paul Swuste, Safety Science Group, TUD
Outline Auditing High Risk Chemical Facilities Causes of major accidents and incidents How do we manage Process Safety ? Is there a mismatch….? Scenario Based Audit (SBA)
Causes major accidents and incidents • Major (chemical) incidents are rarely caused by single failures, but the result of interaction between multiple failures; a chain of errors • Insufficient hazard recognition (design or operation) plays a role in many Incidents with reactive chemicals (CSB 2001) • Prevention is too much focused on top events only (Kletz 2001) • Major accidents are often preceded by a series of smaller accidents, near-misses, or accident precursors
Causes of major accidents (PSM) Type of causes explanation Physical causes hazards insufficient hazard recognition and evaluation maintenance failing mechanical integrity start-up inadequate per-start-up safety review emergency inadequate planning and response on emergencies hot work inadequate maintenance during high temperatures Organisational causes procedures incorrect procedures information inadequate or missing safety information training inadequate or missing safety training accidents repeating accidents following similar scenarios changes inadequate management of change Human factors workers insufficient workers participation human human factor
How do we manage Process Safety?OSHA 1910.119 Process Safety Management of Highly Hazardous Chemicals 1 Employee Participation 2. Process Safety Information 3. Process Hazard Analysis 4. Operating Procedures 5. Training 6. Contractors 7. Pre-Start-Up Safety Review 8. Mechanical Integrity 9. Hot Work 10. Management of Change 11. Incident Investigation 12. Emergency Planning & Response 13. Compliance Audit 14. Trade Secrets
Plant 1 Plant 2 Plant 3 Plant 4 Plant 5 Plant 6 1. EMPLOYEE PARTICIPATION 67% 50% 67% 83% 83% 50% 2. PROCESS SAFETY INFORMATION 77% 77% 69% 83% 70% 64% 3. PROCESS HAZARD ANALYSIS 62% 54% 69% 74% 69% 48% 4. OPERATING PROCEDURES 80% 60% 56% 84% 20% 88% 5. TRAINING 90% 80% 90% 90% 55% 65% 6. CONTRACTORS 98% 90% 69% 98% 83% 87% 7. PRE-STARTUP SAFETY REVIEW 55% 47% 55% 70% 85% 85% 8. MECHANICAL INTEGRITY 87% 64% 85% 94% 63% 83% 9. HOT WORK PERMIT 70% 96% 62% 92% 56% 68% 10. MANAGEMENT OF CHANGE 60% 56% 60% 80% 56% 68% 11. INCIDENT INVESTIGATIONS 100% 100% 100% 100% 60% 65% 12. EMERGENCY PLANNING AND RESPONSE 96% 84% 80% 88% 76% 61% 13. COMPLIANCE AUDITS 86% 86% 86% 86% 86% 93% Total PSM score 79% 73% 73% 86% 66% 71% PSM audit results
What do these audits tell ? • are processes in place that cover the intention of the described elements? • how robust are these processes implemented? • representative number of Field Checks confirm if the elements are implemented in practice • interviews with Employees give background to how well the organization is involved and how knowledgeable the people are • score of audit and the number of findings give a “good” or a “bad” feeling (++ rating)
What does this say about the risk for a potential major event?
Is there a mismatch.…? Audits focus on implementation of SMS, and is performed per element, using standard questionnaires • no multiple failure scenario’s • no focus on detailed scenario’s • no focus on process disturbances • no identification of early precursors • audit findings are ‘single ticket’ items per element • no integral assessment • audit results are poor communication tool
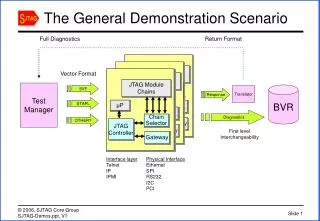
People F1 F1 F3 F3 or or F11 F11 F11 F11 F4 F4 Environment F2 F2 F10 F10 F10 F9 F9 Central event and and F12 F12 F12 F12 Equipment F6 F6 F8 F8 F13 F13 F13 F13 F7 F7 and and Reputation F5 F5 SBA, bow tie model Fault tree, scenario’s and primary barriers Event tree, scenario and effect reducing barriers
SBA, how does it work? • Team selection • Select a major event, a ‘central event’ • Construct the left side of the bow-tie • Define barriers • Audit barriers
Audit team 2 auditors 1 plant engineer Plant team PSM engineer Process engineer Operator Maintenance technician Day 1 Introduction Create scenarios/bow-tie Define barriers Day 2 Define teams Audit barriers Day 3 Gather inputs, report out SBA, resources per central event
Mechanical Uncontrolled sparks hot work OR Hot surfaces OR Area Electr eqp classification In area not Static failure dust tight electricity ignition Equipment Equipment not tightly not tightly closed closed Explosion Powder OR Dust fire/ outside Dust AND spills explosion equipment Improper AND loading of Air blender Insufficient Insufficient cleaning cleaning Dust explosion outside powder processing equipment
Conclusions, advantages of SBA • improved hazard recognition • multiple failure scenarios • focus on barriers further away from a top event (the early precursors) • focus on management factors, link with SMS • effective communication tool to management