Download
1 / 14
140 likes | 319 Views
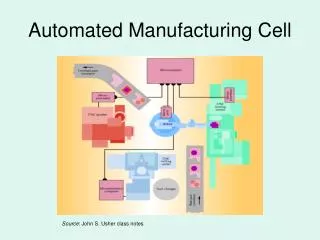
Manufacturing Cell Design - Problem Formulation. Team #2 Mingang Fu Lin Ben Kuowei Chen. L. Lathe department. G. Milling department. M. D. Drilling department. Grinding department. Introduction. Traditional Manufacturing Processes Product Layout Functional Layout.

E N D
Manufacturing Cell Design - Problem Formulation Team #2 Mingang Fu Lin Ben Kuowei Chen
L Lathe department G Milling department M D Drilling department Grinding department Introduction Traditional Manufacturing Processes • Product Layout • Functional Layout (a) Product layout (b)Functional layout
Introduction • Group Technology (c) Group layout
Problem Description • A part family may consist of groups of parts requiring similar and sometimes identical operation processes, materials, and tools. • A manufacturing cell is formed by the machines which are required to produce a part family. • Goal: form a manufacturing system that consists of cells • to maximize the moves of parts processed within the cells, at the same time, to minimize the parts flow between cells
Problem Description • Example:
Formulation 1 • Notations: i and j are machine indexes (i, j = 1, 2,…, Nm). k is a part index (k = 1, 2, 3,…, Np) c is a cell index (c = 1, 2, 3,…,Nc) is the production volume of part k is available transfer units per trip for part k using a transfer device is the upper limit of cell size is the number of trips made by part k between machines i and j: Where indicates the smallest integer value greater than or equal to w. • Variables:
Formulation 1 • Objective function: • Constraints:
Formulation 1 - Example Nm = 7, Np= 7, Nc = 3 X11=1, X21=1 X32=1, X42=1, X52=1 X63=1, X73=1 Objective function value = 2
Formulation 1 - Example X21=1, X51=1 X32=1, X42=1, X62=1 X13=1, X73=1 Objective function value = 10
Formulation 2 • m machines and n parts with k cells and there are a total of k(m+n) variables and (m+n) constrains.
With the size of problem increases, the model becomes too large to handle. To overcome this problem, we can change the integer programming model with following declaration: • Then we define “group efficiency” as following and maximize it.
Formulation 2 - Example X11=1, X21=1, X31=0, …X71=0 X12=0, X22=0, X32=1, X42=1, X52=1, X62=0, X72=0 X13=0, …X53=0, X63=1, X73=1 Cell 1, Family 1 Cell 2, Family 2 Y11=1, Y21=1, Y31=0, …Y71=0 Y12=0, Y22=0, Y32=1, Y42=1, Y52=1, Y62=0, Y72=0 Y13=0, …Y53=0, Y63=1, Y73=1 Cell 3, Family 3 X1=1, X2=1, X3=2, X4=2, X5=2, X6=3, X7=3; Y1=1, Y2=1, Y3=2, Y4=2, Y5=2, Y6=3, Y7=3 e=17, ev=10, eo=10, Gamma=7/27
Formulation 2 - Example X1=3, X2=1, X3=2, X4=2, X5=1, X6=2, X7=3; Y1=1, Y2=3, Y3=2, Y4=2, Y5=3, Y6=2, Y7=1 e=17, ev=0, eo=0, Gamma=17/17=1, best