Download

1 / 38
380 likes | 503 Views
Début HT-4001. Le HT-4001. Système de découpe à l’arc plasma à injection d’eau La combinaison idéale de qualité, productivité et souplesse. Présentation générale du système de produits. 260 (O 2 ) , 340 (O 2 ), 400 (N 2 ), 760 Amp (N 2 ) avec esclave Injection d’eau

E N D
Le HT-4001 Système de découpe à l’arc plasma à injection d’eau La combinaison idéale de qualité, productivité et souplesse
Présentation générale du système de produits • 260 (O2) , 340 (O2), 400 (N2), 760 Amp (N2) avec esclave • Injection d’eau • Découpe au plasma oxygène LongLife • Cycle de service de 100% sur toute la plage de découpe
HT-4001Plages de puissance restituée : • 260-Amp : pour une découpe à l’oxygène sans écume de l’acier doux de jusqu’à 1” (25 mm) d’épaisseur avec le nombre maximum de pièces sous tension. • 340-Amp : découpe à l’oxygène avec puissance maximum d’aciers doux de jusqu’à 1¼” (32 mm) d’épaisseur, avec une vitesse et une qualité de coupe supérieures.
HT-4001Plages de puissance fournie : • 400-Amp: puissance fournie du système de base pouvant atteindre 400 A pour la découpe à l’azote d’acier inoxydable et d’aluminium de jusqu’à 2” (50 mm) d’épaisseur. • 700-Amp : Puissance fournie avec une alimentation esclave H-401 de jusqu’à 760 A pour la découpe à l’azote d’acier inoxydable et d’aluminium de jusqu’à 3” (75 mm) d’épaisseur.
Le processus LongLife Hypertherm améliore la durée de vie des électrodes en contrôlant par microprocesseur les progressions ascendantes et descendantes du courant et du débit du gaz. Ceci permet au Hafnium fondu de se resolidifier, réduisant, ce faisant, l’usure de l’électrode.
Composants du système standard • Alimentation HT-4001 • Ensemble torche à injection d’eau PAC620 • Fils de la torche • Câble de travail • Console gaz • Console robinet automatique • Console haute fréquence distante (RHF) • Fils et câbles
Composants en option du système • Capteur de hauteur initiale et contrôle de hauteur de torche • Contrôle de tension distante • Silencieux et pompe à eau • Refroidisseur d’eau • Alimentation esclave ZH-401 ou H-601
HT-4001 Schéma de principe électrique du système (10 sur 11)
HT-4001 Schéma de principe électrique du système (11 sur 11)
HT-4001 Câble d’interface V/C machine • Machine V/C Interface Cable Connections
HT-4001 LED de statut de la carte relais (1 sur 2) • Description of Relay PCB Status LED’s
HT-4001 LED de statut de la carte relais (2 sur 2) • Diagram of Relay PCB
Procédure de test haute fréquence • Vérifier que les éclateurs sont espacés de 0,5 mm et qu’ils sont propres et plats. Ils peuvent être poncés à l’aide d’une lime au diamant. • Vérifier la résistance du transformateur haute tension. Taille du transformateur Résistance primaire Résistance secondaire Transformateur 5 KV 5 Ohms 14 K Ohms Transformateur 6 KV 5 Ohms 29 K Ohms Remarque : Ce test trouvera uniquement un transformateur court-circuité ou ouvert qui n’est pas sous charge. Le transformateur peut être défectueux mais ne fonctionnera mal que s’il est sous charge ou lorsque la température augmente. • Retirer les capacitances du haut de l’ensemble éclateurs • A) Allumer le système, vous devriez noter une faible étincelle au niveau des éclateurs. • B) Dans ce cas, ajouter une capacitance à la fois, l’étincelle doit devenir de plus en plus puissante. NOTE: Si vous ajoutez une capacitance et si l’étincelle cesse, la capacitance est en court-circuit et doit être remplacée. Si l’étincelle ne s’améliore pas, la capacitance est ouverte et doit être remplacée. Il est possible de faire fonctionner, si nécessaire, le système avec une capacitance, mais on peut avoir des problèmes d’allumage.
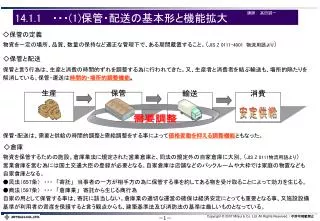
couper l’alimentation (refroidisseur et alimentation) • vérifier que le remplissage automatique est ouvert • Débit retour de la torche • trouver un conteneur d’une contenance de deux gallons propre. • Localiser les deux flexibles de fluide de refroidissement, à l’avant du refroidisseur (flexibles noire, un avec une bande verte et l’autre avec une bande rouge). • Retirer le flexible de retour du fluide de refroidissement de la torche à l’avant du refroidisseur (flexible noir, bande rouge) • placer le flexible à bande rouge dans le conteneur de deux gallons. • Remettre sous tension (le refroidisseur) • démarrer la pompe à eau, à l’avant du refroidisseur • démarrer le temporisation pendant 30 secondes, puis arrêter la pompe à eau. • Vérifier que le conteneur est à moitié plein. Dans le cas contraire, reprendre le test et le décompte pendant 1 minute. Au bout d’une minute, vérifier que le conteneur est plein, au moins aux 3/4 • -si le conteneur n’est pas plein aux 3/4 après l’étape 8, passez à l’étape : “vérification du débit vers la torche” • -si le conteneur de deux gallons est plein aux 3/4 après l’étape 8, le problème vient du filtre ou du contacteur débitmétrique • -retirer la cartouche de filtre et reconnecter le flexible de refroidisseur au refroidisseur. • -mettre sous tension. Si la “LED écoulement fluide refroidissement” reste allumée, remplacer le contacteur débitmétrique. Si la LED ne s’allume pas, remplacer la cartouche de filtre et vérifier également si le débit est engorgé en certains points. HT-4001 Procédure de test de l’écoulement du fluide de refroidissement (1 sur 3)
HT-4001 Procédure de test de l’écoulement du fluide de refroidissement (2 sur 3) Remplissage automatique refroidisseur filtre • Figure 2 - Schéma de mise à l’aplomb de l’ensemble Réservoir d’alimentation HT2000 avec console RHF et torche vert rouge Contacteur débitmétrique Console haute fréquence distante Bloc cathode électrovanne torche
HT-4001 Procédure de test de l’écoulement du fluide de refroidissement (3 sur 3) • Débit vers la torche • mettre hors tension (le refroidisseur et l’alimentation) • retirer les consommables de la torche • placer le conteneur de deux gallons vide sous la torche • remettre sous tension (uniquement le refroidisseur) et mettre en marche la pompe à eau. • Laisser le décompte se faire pendnat une minute. La torche doit délivrer au moins 1,5 gallon/mn • si la torche délivre au moins 1,5 gallon/mn, dans ce cas, le débit de la torche est normal. Remplacer les consommable. Si la torche ne délivre pas au moins 1,5 gpm, vérifier la pression de décharge (185-195 psi) et la pression de la pompe à eau à l’avant du refroidisseur.
HT-4001 Procédure de test des fuites de gaz • Placer la console gaz en mode Test Prédébit. Régler le débit du gaz aux valeurs appropriées, conformément aux indications données dans la section exploitation du manuel d’instructions. • Localiser l’électrovanne de coupure et déconnecter le câble de commande de l’électrovanne en déconnectant le connecteur 4 X 2 de la console de gaz manuelle. • Fermer les robinets de coupure d’alimentation en oxygène et en azote au niveau de la source. Les boules du débitmètre doivent lentement redescendre à zéro. Dans le cas contraire, cela signifie qu’il y a une fuite dans le circuit. • Les jauges de pression de la console gaz doivent conserver leur pression. Si la pression de l’azote ou de l’oxygène tombe de plus de 2 psi (0,1 bar) en 10 minutes, cela signifie qu’il y a une fuite inacceptable. • Si une fuite est indiquée, vérifier toutes les connexions gaz à l’aide d’une solution de détection des fuites. • Répéter le test, la console gaz étant en mode Débit Test. NOTES: • La pulvérisation d’injection d’eau continuera à fonctionner. • Vous pouvez également effectuer un contrôle de fuite de gaz en insérant la prise de recirculation (P/N #020165) que l’on peut se procurer chez Hypertherm, sans déconnecter la Console de la vanne automatique pour éliminer la pulvérisation d’injection d’eau.
Procédure de test de soudure (1 sur 2) Informations générales :ce test a pour objet de vérifier le bon fonctionnement du système. Une durée de vie réduite et/ou une détérioration de la qualité sont directement liées à un problème du système. Certaines causes d’une vie réduite des consommables et d’une détérioration de la qualité peuvent être : une panne de composant, une installation incorrecte, une mauvaise qualité du gaz, un refroidissement incorrect de la torche ou un mauvais fonctionnement. Hypertherm utilise la procédure suivante pour valider tous les ensembles de consommables. La procédure ne doit être utilisée qu’avec du gaz plasma O2. • Régler le système pour couper une tôle d’acier doux de 6 mm à la vitesse de coupe spécifiée dans les tableaux de coupe à l’O2. • Créer un fichier pour obtenir des coupes de 4 secondes et 10 secondes d’arrêt. • Pour déterminer la longueur de la coupe, prendre la vitesse de coupe dans le tableau et diviser par 15. Par exemple : • Vitesse de coupe = 3050 mm/mn 3050/15 = 203 mm longueur de coupe
Procédure de test de soudure (2 sur 2) • Vérifier l’angularité de la coupe, les niveaux de crasse et la qualité globale. Consigner la profondeur de piqûre des électrodes et l’aspect global des consommables. • Effectuer le test par cycles de 150 démarrages La durée de vie maximum de consommables est déterminée par une profondeur moyenne d’électrode de (1mm). Système Réglage courant HT 3070 100 Amp HT 2000 200 Amp HT 4001 260 Amp
HT4001 - Maintenance préventive (1 sur 2) Tous les mois 1. Retirer tous les couvercles de l’alimentation électrique et, à l’aide d’air comprimé, souffler la poussière de l’unité. Si nécessaire, augmenter la fréquence. 2. L’alimentation étant coupée, vérifier le contacteur principal et le relais d’arc pilote, voir s’il y a des piqûres excessives sur les contacts. 3. Effectuer un test de fuites sur l’unité pour le HT-4001 4. Inspecter le corps principal de la torche. a. Vérifier que le tube d’eau est droit et qu’il n’y a pas de piqûre à l’extrémité. b. De plus, il doit être bien fixé au corps de la torche. c. Vérifier que la bague de courant est en place et n’est pas endommagée. d. Vérifier qu’il n’y a pas de fissures sur l’isolateur de torche. e. Vérifier qu’il n’y a pas de piqûre ni d’érosion sur les filets de la torche. Inspecter tous les joints toriques du corps de la torche. f. Vérifier qu’une quantité adéquate de lubrifiant a été appliquée sur ces joints toriques. g. Vérifier que le capuchon est fermement serré sur le corps de la torche. 5. Nettoyer l’intérieur du corps de la torche avec un coton tige humide. 6. Vérifier le filtre du fluide de refroidissement dans le refroidisseur. 7. Vérifier l’écoulement du Fréon dans le refroidisseur en observant le voyant sur la conduite de fréon. A. Le voyant sera vert foncé s’il y a un écoulement et jaune dans le cas contraire.
HT4001 - Maintenance préventive (2 sur 2) Deux fois par an • Vérifier le système d’écoulement du fluide de refroidissement conformément à la procédure de test d’écoulement du fluide de refroidissement. • Vérifier le fonctionnement du refroidisseur. (Le faire faire par un technicien de réfrigération expérimenté). • Console haute fréquence • Localiser l’ensemble éclateur. Nettoyer les électrodes à l’aide d’une lime au diamant et rerégler l’entrefer à 0,020". Vérifier que la connexion de la torche à la console est bien ferme. • Connexions • Vérifier que le fil de travail est bien connecté. • Vérifier que les fils d’arc pilote et négatif sont bien connectés tant sur la console de haute fréquence distante que pour l’alimentation. • Vérifier les éventuels points d’usure dans l’isolation de ces câbles. • Vérifier que les connexions de mise à la terre de l’alimentation et de toutes les consoles sont correctes. Tous les ans • Vérifier que les flexibles ne sont pas pliés, risquant d’entraver l’écoulement. • Vérifier qu’il n’y a pas de rupture dans l’isolation des câbles ni de points de contrainte. NOTE:Vous devez toujours effecteur une procédure de test du fluide de refroidissement avec chaque maintenance préventive.