Download
1 / 40
400 likes | 589 Views
Dimensi kata: Jarak x, y, z perpindahan utama sumbu X, Y dan Z secara berturut-turut. u, v, w perpindahan sekunder sumbu X, Y dan Z secara berturut-turut. p, q, r perpindahan utama sumbu X, Y dan Z secara berturut-turut.

E N D
Dimensi kata: • Jarak • x, y, z perpindahan utama sumbu X, Y dan Z secara berturut-turut. • u, v, w perpindahan sekunder sumbu X, Y dan Z secara berturut-turut. • p, q, r perpindahan utama sumbu X, Y dan Z secara berturut-turut. • Dimensi sirkular dan pemotongan berurutan : i, j, k X, Y, Z • Dimensi angular: • a, b, c dimensi angular sekitar sumbu X, Y, Z secara berturut-turut. • d, e dimensi angular sumbu-sumbu lainnya. • Data numeris: • Bilangan desimal tdk digunakan BLU • Semua dimensi angualr diekspresikan dalam bagian desimal revolusi atau derajat desimal. • +/- mendahului digit pertama, kecuali dalam: • Jika dimensi angular menggunakan absolut.
Dalam sistem absolut hanya koordinat positif yang digunakan • Biasanya hanya tanda – yg harus diprogram • Biasanya i, j dan k diprogram tanpa tanda. • Dalam beberapa sistem, 0 tdk perlu diprogram. • Interpolasi Sirkular • Fungsi-fungsi persiapan g17, g18 dan g19. • Fungsi-fungsi arah tool g02, g03, g20, g21, g30 dan g31. y, in B 1.75 A i 1 j (-0.75, 0.5) -2 x, in -1.25
Absolut : x-01250 y01750 i01250 j00500 • Incremental : x00750 y00750 i01250 j00500 • Pemotongan berurutan • Fungsi persiapan : g33, g34 dan g35 • i, j, k X, Y, Z • Feed word • Digunakan pd sistem pemotongan lurus atau contouring. • Linear atau sirkular independen thd kecepatan spindle (dlm satuan jarak/waktu). • The inverse-time code • Mis. Jk feed rate 10 in/min dan jarak 5 in, mk FRN = 20, maka feed word : f0020 (f20 jk 0 diawal tidak dibutuhkan).
pergerakan sirkular: • FRN=feedrate sekitar garis lengkung/radius garis lengkung • CNC feed word • Menggunakan 3 digit mm/menit atau in/menit x 10 • Linear, feed rate cutting tool=feed rate permukaan komponen • Sirkular: • Contoh: • Feedrate 6 in/min, menggunakan pemrograman incremental dan format word address. Radius kedua garis lengkung = 1.5 in dan diameter cutter 1 in. Resolusi sistem dlm BLU = 0.001 in.
Dua blok sirkular dalam program adalah sebagai berikut: • g02 x2000 y-2000 i0 j 2000 f80 • g03 x1000 y-1000 i1000 j0 f40 • Spindle speed word s • Revolusi per menit • Kode bilangan 3 digit: • Kecepatan (revolusi/menit) dibulatkan dlm 2 digit, sebagai digit ke-2 & ke-3 • Kecepatan fraksi desimal terbesar x kepangkatan 10. Digit pertama adalah 3 lebih besar dibandingkan pangkat dari 10. • Contoh : 1645 dibulatkan menjadi 1600 (0.16 x 104), maka bilangan pengkodean : 716, 742 674 • Tool word t • Maks. 5 digit, spesifik thd masing-masing tool.
Fungsi rupa-rupa • 2 digit, spt perintah u/ spindle, coolant, dll. • m00, m01, m02, m06 dan m30 dijalankan setelah penyelesaian perintah yg lain dlm satu blok. • Computer Aided Programming (CAP) • Source program : online or off line • Bahasa pemrograman ideal: • Tdk spesifik ke mesin NC tertentu, tp berlaku umum. • Dpt dioperasikan pd sembarang fasilitas komputer. • Terdiri dari sejumlah words (moderat) shg dpt dipelajari dgn cepat. • Dijelaskan dan didokumentasikan dgn baik. • Hrs dipisahkan teknologikal dan geometrikal.
Fungsi rupa-rupa output Control program input dimensi • Integrasi dengan CAD CAD/CAM • Kontrol input data manual semakin mudah • Processor dan postprocessor • Bahasa simbolik processor bahasa mesin • Analisa dan encoding bahasa simbolik • Interpretasi instruksi makro ke instruksi komputer sec. Individual. • Pembangunan subprogram yg dibutuhkan • Manajemen hasil yg diperoleh • Perhitungan data centerline cutting-tool • Postprocessor input, pergerakan, fungsi rupa-rupa, output dan monitoring aliran data
Pemrograman APT • Deskripsi Umum: • Urutan panjang instruksi untuk komputer yang menentukan jalur yang harus dilalui untuk menghasilkan sebuah komponen. • Jalur tool deskripsi geometri permukaan komponen. • Deskripsi geometri : hampir 70% dari rata-rata program. • Contoh perintah geometri : PT2 = POINT/3, 4: PT2 adalah tujuan simbolis yang mempunyai koordinat X 3 dan Y 4. • Contoh perintah gerakan : GOTO/HOLE 2 : Pindahkan tool ke titik koordinat X, Y yagn dinamakan HOLE 2, yang sudah didefinisikan pada bagian lain. GOLFT/L1, PAST, L2 : mulai perpindahan ke kiri dan kemudian ke sepanjang garis yang disebut L1 sampai melewati garis L2.
Pernyataan APT dibagi menjadi 2 bagian, yaitu minor dan mayor, yang dipisahkan dengan slash. • Bagian mayor muncul di sebelah kiri slash dan umumnya satu kata, memuat 1-6 huruf. • Bagian minor, jika dibutuhkan, dimunculkan di sebelah kanan slash dan memuat modifier untuk bagian mayor. • Dapat mendefinsikan dan memproses permukaan dimensi 3.
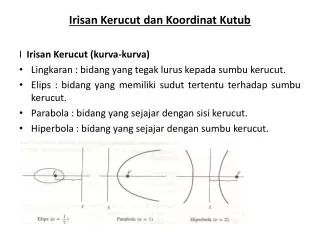
Ekspresi geometri • Memuat 16 bentuk definisi geometri berbeda, yang paling sering digunakan : POINT, LINE, PLANE, CIRCLE, CYLNDR, ELLIPS, HYPERB, CONE dan SPHERE. • Point : dapat didefinisikan dalam 10 cara berbeda : • Berdasarkan koordinat : Contoh : PT1 = POINT/10.1, 5 (koordinat X 10.1 dan Y 5) • Berdasarkan perpotongan 2 garis Contoh : PT2 = POINT/INT OF, LIN 1, LIN 2 • Berdasarkan titik pusat lingkaran Contoh : PT3 = POINT/CENTER, C1
Line : dapat diekspresikan dalam 13 cara berbeda. • Melalui 2 titik L1 = LINE/PT1, PT2 • Melalui satu titik dan tangen lingkaran L1 = LINE/P1, LEFT, TANTO, CIR1 L2 = LINE/P1, RIGHT, TANTO, CIR1 • Melalui satu titik dan sudut garis lain L1 = LINE/P1, ATANGL, 40, L2
Plane : dapat diekspresikan dalam 8 cara berbeda. • Melalui 3 titik yang tidak terletak dalam satu garis PL1 = PLANE/P1, P2, PT3 • Melalui dua bidang paralel dan jarak vertikal antara dua bidang datar PL2 = PLANE/PARLEL, PL 1, ZSMALL, 5.1 • ZSMALLbisa digantikan oleh XLARGE, XSMALL, YLARGE, YSMALL, ZLARGE, ZSMALL
Lingkaran : dapat diekspresikan dalam 10 cara berbeda. • Melalui 3 titik yang dilewati lingkaran. C1 = CIRCLE/PN2, (POINT/5.5, 7, 4.1), PNT1 • Melalui pusat dan satu titk batas tepi C2 = CIRCLE/CENTER, (POINT/9, 7, 3), PT1. • Melalui pusat dan jari-jari C3 = CIRCLE/CENTER, PT1, RADIUS, 3
pernyataan gerakan • Pernyataan pergerakan : operasi point-to-point dan kontoring. • Point-to-point : 3 pernyataan gerakan • FROM/simbol titik yang didefinisikan : menunjukkan posisi awal cutter • GOTO/ simbol titik yang didefinisikan : posisi pusat tool pada titik yang ditetapkan. • GODLTA/X, Y, Z : posisi cutter dalam pertambahan yang ditetapkan dari lokasi sekarang.
Kontoring : 3 kontrol permukaan • ujung tool berpindah ke permukaan komponen • Tool slide sepanjang permukaan bergerak. • Gerakan berlanjut sampai tool menemukan permukaan • Sebelum tool dapat berpindah sepanjang permukaan pengontrolan, tool harus dibawa (gerakan awal) • Format gerakan awal : GO/cutter specifier, drive surface, cutter specifier, part surface, cutter specifier, check surface • Cutter specifier : TO, ON, PAST Contoh : GO/TO, CIRC1, ON, PL1, TO, LIN1
Drive surface pernyataan GO/ : pemotongan permukaan sepanjang pernyataan gerakan berikutnya. • Pernyataan gerakan awal : hanya mucul sekali dan membawa cutter dari posisi awal ke bahan kerja • Pemotongan aktual dikontrol oleh intermediate motion statement • Format intermediate motion statement ada 4, salah satunya: Kata gerakan/drive surface, cutter specifier, check surface Contoh : GOLFT/DRS, TO, CKS
ada 6 kata gerakan berbeda : GOLFT, GORGT, GOFWD, GOBACK, GOUP, GODOWN • Pernyataan gerakan awal : hanya mucul sekali dan membawa cutter dari posisi awal ke bahan kerja • Pemotongan aktual dikontrol oleh intermediate motion statement • Format intermediate motion statement ada 4, salah satunya: Kata gerakan/drive surface, cutter specifier, check surface Contoh : GOLFT/DRS, TO, CKS • Dalam pernyataan gerakan intermediate, cutter specifier ada 4 tipe berbeda : TO, ON, PAST, TANTO
PERNYATAAN APT LAINNYA • Pernyataan postprocessor. Strukturnya : MACHIN/nama postprocessor • Contoh pernyataan kontrol postprocessor : COOLNT/ON : nyalakan coolant (kode m08) SPINDL/ON : nyalakan spindle (kode m03) FEDRAT/25 : tool feedrate 25 in/mm SPINDL/1250, CCLW : spindel speed 1250 rpm, dan berlawanan arah jarum jam. TOOLNO/3572, 6 : no. tool 3572, dengan panjang 6 unit END : akhir program (kode m02)
Toleransi dan Spesifikasi Cutter • Semua perintah gerakan kontoring dikurangi ke urutan gerakan garis-lurus yang dibutuhkan untuk meanksir kurva • Garis lurus berawal dari permukaan kontor yang dibutuhkan tidak lebih dari toleransi yagn ditentukan. • Kata toleransi diikuti dengan parameter aritmatik, contoh : OUTTOL/.0005 : toleransi luar – mempengaruhi kelebihan pemotongan. INTOL/.0001 : toleransi dalam – mempengaruhi kekurangan pemotongan TOLER/.005 : toleransi dalam dan luar sama.
Pernyataan inisial dan penghentian • Pernyataan pertama : kata PARTNO PARTNO PROGRAMMING EXAMPLE • Pernyataan PARTNO : mengidentifikasikan nama komponen. • Kata terakhir : FINI. • FINI : mengidentifikasikan tidak ada successor dan oleh karenanya menghentikan program.
Seleksi sistem program • Pertimbangan : • Variasi parts • Kompleksitas komponen geometri • Geometri bahan baku • Usaha yg dibutuhkan untuk menentukan data teknis • Derajat kesamaan bahan kerja • Mesin NC • Jumlah mesin NC yang tersedia • Variasi tipe mesin NC yg ada • Proses manufakturing yg digunakan • Kisaran controller numeris yang digunakan • Parameter aliran produksi • Jumlah part program NC yg dibutuhkan per tahun
Jumlah part program yg disimpan • Frekuensi pengulangan part • Ukuran lot normal • Informasi latarbelakang • Ketersediaan computing power • Kualifikasi staff • Pengalaman NC operator dan programmer • Sistem CAP!!!! • Part kompleks membutuhkan perhitungan teknologikal dan/atau geometrikal • Variasi yg beragam tipe mesin dan kontroller yg digunakan • Mesin dgn otomasi tinggi • Jumlah program part NC baru yg sangat banyak dengan pengulangan sedikit. • Staff tdk berpengalaman pd aplikasi teknologi NC
NC MACHINE TOOLS DLM INDUSTRI • Konvensi Penentuan Axis EIA RS 274-B & ISO R841 +Y +X +Z +Z +Y +X
+Z +Y +C +B -X +A +X -Y -Z • Axis Z ada dlm spindle • Pergerakan tool menuju meja kerja • Alasan keselamatan
Drilling machine • Karakteristik umum : • Spindel head mengambil tool dan melakukan perpindahan rotasi • Meja tempat bahan kerja dan dpt berpindah pada sumbu X dan Y. • Mekanisme feed, yg mengontrol dan memberi masukan tool ke bahan kerja • Karakteristik Tambahan: • Pilihan seleksi pemrograman spindle speed dan feed rate. • Mirror switch. • Siklus pemesinan tetap (siklus drilling). • Kompensasi panjang tool
Turning Machine (Lathe Machine) • Sumbu X dan Y. • Fungsi : kontrol jalur linear, spindle speed, feed dan pertukaran tool. • Interpolasi linear dan sirkular. • Pemotongan berurutan transmitter impulse (encoder) • Tool-offset compensation tdk secara permanen tapi melalui program • Boring Machine • Sumbu X dan Y 7 axes • Seleksi kontrol yg tepat bentuk geometri bahan kerja
Milling Machine • Horizontal or vertikal posisi spindle • Kontrol jalur kontinu, min 3 axis, pd umumnya 5 atau lebih axes. • Moving Gantry milling Machines • Digunakan jk: • komponen:flat atau sama, komponen panjang. • Pabrik : ruangan terbatas. • Operasi : operasi mesin yang sesuai khususnya di sekitar spindle. • Disain : dapat upgrade di masa mendatang • proses produksi pesawat terbang.
Mesin milling 5 axis • Pergerakan relatif antara tool dan bahan kerja dpt dicapai dlm 3 cara: • Melalui axis tool yang tdk berubah dan gerakan yg berputar pd bahan kerja. • Gerakan yg berputar pd axis tool dan bahan kerja dimana axis mempunyai sudut 900 satu sama lain. • bahan kerja tdk bergerak, 2 tool dgn axis yg berputar.
Machining Center • Karakterisitik tipikal: • Bentuk prisma dpt diproses dgn sekali setup u/ 4 atau 5 sisi. • Semua tipe pemesinan dpt dilakukan • Penempatan tool program pd spindel yg beroperasi • Wkt persiapan • Otomasi penggantian tool • # NC, Supply tool turret (6-8) • NC magazine • Longitudinal magazine baris • Disk-type magazine di atas, samping atau satu sisi spindle (tgt disain mesin) • Ring-type magazine 2 cincin berpusat sama
Chain-type magazine disamping atau atas mesin kapasitas terbesar • Rotary-type magazine penggantian tool scr simultan dlm mesin milling multispindle • Automatic drill-head changer boring heads • Siklus penggantian tool tipikal pd dasarnya terdiri dari: • Tempatkan tool yg akan dipakai berikutnya pd magazine • Ambil tool yg telah digunakan dari spindle • Sisipkan tool abru pd spindle pemesinan • Kembalikan piranti yg sudah digunakan ke magazine