Download
1 / 24
271 likes | 738 Views
Yetersiz nüfuziyet (X-ağzında). Tanımı: Kök alınlı bir X dikişinde dikiş ortası kaynak yapılmamıştır. Oluşumu: Hatalı ağız hazırlığı; yüksek kök alnı ölçüsü nedeniyle, dikiş, normal elektrodla kaynak yapılamaz. Kaçınma:

E N D
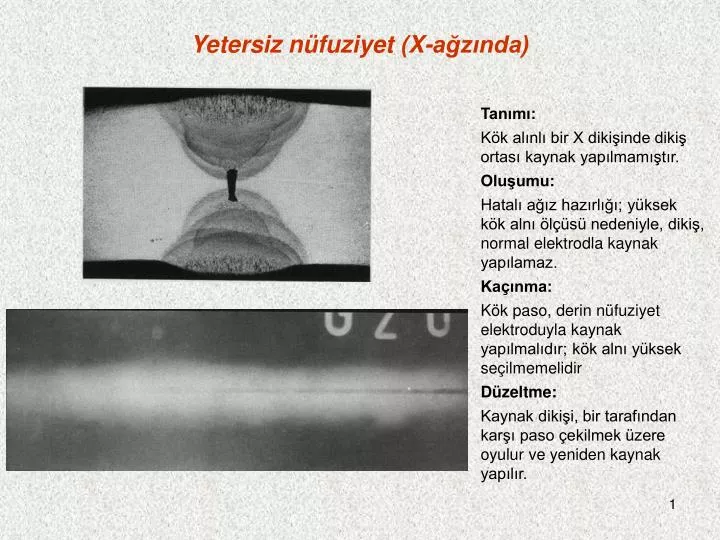
Yetersiz nüfuziyet (X-ağzında) Tanımı: Kök alınlı bir X dikişinde dikiş ortası kaynak yapılmamıştır. Oluşumu: Hatalı ağız hazırlığı; yüksek kök alnı ölçüsü nedeniyle, dikiş, normal elektrodla kaynak yapılamaz. Kaçınma: Kök paso, derin nüfuziyet elektroduyla kaynak yapılmalıdır; kök alnı yüksek seçilmemelidir Düzeltme: Kaynak dikişi, bir tarafından karşı paso çekilmek üzere oyulur ve yeniden kaynak yapılır.
Yetersiz nüfuziyet (V-ağzında) Tanımı: Bir V dikişinin kökünde, karşı pasonun kaynağıyla dahi uzaklaştırılamayan curuf kalıntısı ve boşluk bulunur Oluşumu: Karşı pasonun kaynağından önce, kökte oyma yapılmamış. Kaçınma: Kök derin şekilde oyulmalıdır Düzeltme: Karşı pasodan önce kök taşlanmalı ve yeniden kaynak yapılmalıdır.
Yetersiz nüfuziyet (Tozaltı kaynağında) Tanımı: Çift taraftan kaynak edilen bir küt I-dikişindeki pasolar birbirine göre kayar ve nüfuziyet azalır; böylece dikiş tam nüfuziyetli olmaz Oluşumu: Düşük kaynak akımı; hızlı kaynak; kaynak kafası dikiş ortasına ayarlanamamış Kaçınma: Kaynak kafasının dikiş ortasına tam ayarlanması; kaynak akımının ve kaynak hızının birbiriyle uyumlu olması Düzeltme: Pasolardan biri, diğer pasoya kadar oyulmalı ve tekrar kaynak yapılmalıdır
Yetersiz nüfuziyet (Tozaltı kaynağında) Tanımı: Çift taraftan kaynak yapılan bir I-dikişinde, nüfuziyet düşüktür; böylece her iki paso üstüste gelmez ve levha, orta kısmından kaynak yapılamaz Oluşumu: Levha kalınlığı, bir I-dikişi için çok fazladır Kaçınma: Yaklaşık 18 mm’den itibaren levha kenarları, tozaltı kaynağında da kaynak ağzı açılmalıdır. Düzeltme: Pasolarda biri diğer pasoya kadar oyulmalı ve tekrar kaynak yapılmalıdır.
Yetersiz nüfuziyet (Yarım-V ağzında) Tanımı: Bir T-bağlantıdaki yarım V dikişleri, kök tarafında tam nüfuziyete sahip değildir. Oluşumu: Çok küçük kök aralığı; çok dar ağız açısı veya çok kalın elektrod Kaçınma: Daha büyük kök aralığı veya daha ince elektrod seçilmeli; kök tercihan oyulmalı ve karşı paso çekilmeli veya derin nüfuziyet elektroduyla kaynak yapılmalı Düzeltme: Kök tarafı, kaynak metaline kadar oyulmalı veya ağız açılmalı ve tekrar kaynak yapılmalıdır.
Düzensiz dikiş tırtılları (alın=küt kaynağında) Tanımı: Dikiş, düzensiz ve iri dalgalı bir yüzey görünüşüne sahiptir. Oluşumu: Çok yüksek akım şiddeti; elektrodun dengesiz hareketi Kaçınma: Doğru kaynak akımı ayarlanmalı; elektrod eşit hareketlerle ielrletilmeli. Düzeltme: Taşlama ve yeniden kaynak yapma.
Düzensiz dikiş tırtılları (köşe kaynağında) Tanımı: PB pozisyonunda yapılmış bir içköşe dikişi, düzensiz bir dikiş yüzeyi görünüşüne sahiptir. Oluşumu: Elektrodun dengesiz hareketi Kaçınma: Elektrod eşit hareketlerle ielrletilmeli. Düzeltme: Dikiş oyulmalı ve yeniden kaynak yapılmalıdır.
Her bir paso arasında hatalı başlangıç yeri • Tanımı: • İçköşe dikişi, başlangıç yerlerinde ya gerekenden kalın ya da gerekenden ince yapılmıştır. • Oluşumu: • Arkın tutuşturulmasından sonra, • a durumunda: Elektrod başlangıç noktasına çok yavaş geri getirilmiş ve ark çok uzun tutulmuş • b durumunda:Elektrod başlangıç noktasına yeterince yavaş getirilmemiş. • Kaçınma: • Elektrod tutuşturulduktan sonra kısmen uzun ark halinde tutulur; uç krateri doldurulur ve ark üflemesine dikkat edilerek kaynak yönünde hareket ettirilir • Düzeltme: • Başlangıç yeri taşlanır veya oyulur ve kaynakla doldurulur
Sıçrama Tanımı: Levha yüzeyinde, dikişin yanında sağ ve solunda çok sayıda sıçrama Oluşumu: Çok yüksek kaynak akımı; çok uzun ark boyu; elektrod örtüsünde yüksek oranda nem; elektrod türünün sıçramaya eğilimli olması Kaçınma: Doğru kaynak akımı seçilmeli; ark kısa tutulmalı; elektrod kuru depolanmalı veya kaynaktan önce kurutulmalı; düşük sıçrama kayıplı elektrod seçilmeli; sıçrama uzaklaştırıcı maddeler kullanılmalı Düzeltme: Sıçramalar tel fırçayla veya taşla uzaklaştırılır
Yan kenar birleşme (erime) hatası Tanımı: Sıvı kaynak metali, esas metali eritmeden kök aralığına akar Oluşumu: Çok düşük kaynak akımı veya küçük elektrod çapı nedeniyle yetersiz nüfuziyet Kaçınma: Yüksek akım ve büyük çaplı elektrod, tercihan derin nüfuziyet elektrodu kullanılmalıdır veya dikiş biraz eğilmelidir. Düzeltme: Hatalı yere kadar dikiş oyulmalı ve tekrar kaynak yapılmalıdır.
Yan kenar birleşme (erime) hatası Tanımı: Bir V-dikişinin kenarları, yer yer ark tarafından eritilmemiştir. Oluşumu: Dikiş kenarları temiz değildir; bu nedenle erime sıcaklığına çıkmaz ve dolayısıyla esas metalle birleşme oluşmaz. Kaçınma: Dikiş kenarları pas, vs.’den temizlenmelidir; V-ağzının doldurulmasında, uygun çaplı bir elektrod (4mm) seçilmelidir. Düzeltme: Hatalı yerler oyulmalı ve tekrar kaynak yapılmalıdır.
Kökte birleşme hatası (yetersiz erime) Tanımı: İçköşe kaynağında kökün kaynak olmamasıdır. Oluşumu: Web levhasının kenarlarının yuvarlak olması; yetersiz kaynak akımı; çok kalın elektrod; elektrodun dikişe göre uygun açıyla tutulmaması; curufun akması Kaçınma: Levha kenarlarının amaca uygun hazırlanmasına, elektrod kalınlığının ve kaynak akımının levha kalınlığına uygun olmasına; elektrod ilerlemesinin ve dikişe göre açısına dikkat edilmelidir; ark üflemesine karşı önlem alınmalı ve curufun akmasından kaçınılmalıdır. Düzeltme: Oyma veya taşlama ile dikiş tamamen uzaklaştırılmalıdır. Dikiş kenarları temiz olmalıdır. Yavaş elektrod ilerlemesi (döndürme veya çevirme tertibatı) gerçekleştirilmelidir. Dikiş yeniden kaynak yapılmalıdır.
Curuf yapışması Tanımı: Yetersiz nüfuziyet; kök aralığında ve kapak pasoda curuf kalıntısı Oluşumu: Dikişin, çok fazla curuf oluşturan bir elektrodla ve düşük kaynak akımıyla kaynak yapılması; curufun öne akması ve tam olarak temizlenmemesi. Kaçınma: Doğru bir elektrod tutuluşu; her bir pasodan sonra curufun uzaklaştırılması; kök pasonun oyulması ve karşı paso çekilmesi. Düzeltme: Tüm dikiş oyulur ve yeniden kaynak yapılır.
Curuf kalıntısı Tanımı: Bir V-dikişindeki kaynak metalindeçok sayıda sıralı curuf kalıntısı. Oluşumu: Ark üflemesi ve hatalı elektrod ilerlemesi nedeniyle öne akan curuf; hatalı paso sırası Kaçınma: Elektrodlar kuru depolanmalı veya kaynaktan önce kurutulmalı; kaynak akımı, elektroda ve levha kalınlığına uygun olmalı; her pasodan sonra curuf ve sıçramalar temizlenmeli; ark üflemesine ve elektrodun tutuluşuna özellikle dikkat edilmeli. Düzeltme: Hatalı yerler taşlanmalı veya oyulmalı ve yeniden kaynak yapılmalıdır.
Curuf sırası Tanımı: Dikiş eksenine paralel uzanan dar curuf kalıntıları Oluşumu: Kök dikişi, esas metalle düşük ıslatma nedeniyle aşırı bir dış- bükey şekle sahiptir. İkinci pasonun kaynağı sırasında, bu dışbükeylik tam olarak eritilemez ve kök pasonun tepesi ile esas metal arasındaki boşluk curuf ile dolar. Kaçınma: Kök paso daha düz çekilmeli ve uygun elektrod hareketleriyle dikiş kenarlarıyla iyi bir geçiş oluşturmalıdır. Her pasodan sonraki curuflar temizlenmelidir. Düzeltme: Mümkünse, kök tarafı yeterli genişlik ve derinlikte oyulmalı ve tekrar kaynak yapılmalıdır.
Curuf sırası Tanımı: Dikiş ortasına akan doğrusal şekilli curuf kalıntısı Oluşumu: Curufun, karşı pasonun kaynağı sırasında tam olarak kök aralığından uzaklaştırılmaması. Kısmen de, kaynak sırasında curufun öne akması. Kaçınma: Geniş kök aralığı; curufun tam olarak temizlenmesi; curufun öne akmasına izin verilmemesi Düzeltme: Kök paso,yeterli genişlik ve derinlikte oyulur veya taşlanır ve yeniden kaynak yapılır.
Yanmış kaynak dikişi Tanımı: Kaynak metali oksitlenir ve dikişte curuf kalıntıları görülür. Oluşumu: Ark çok uzun; kaynak akımı çok yüksek; kaynak metali kısmen yanmış ve oksitler kaynak metaline girmiş. Kaçınma: Ark kısa tutulmalı; elektrod, aşırı ısıtmadan kaçınacak şekilde ilerletilmeli Düzeltme: Dikiş kesitinin tümü oyulmalı ve tekrar kaynak yapılmalıdır.
Gaz gözenekleri Tanımı: Röntgen filmi ve makro kesit, kaynak metalinde boşluk olduğunu gösterir. Oluşumu: Bu hata, yüzeydeki safiyetsizlikler (yağ, boya) ve kısmen nem (ıslaklık)’tan oluşur. Kaçınma: Karşı paso, safiyetsizliklere karşı korunmalı; belirlenmiş kaynak parametreleriyle, kuru elektrodlarla kaynak yapılmalı. Düzeltme: Röntgen filminde görülen gözenekli bölgeler oyulmalı ve tekrar kaynak yapılmalıdır.
Gaz gözenekleri (Tozaltı kaynağında) Tanımı: Yüzeyde görülen gözenekler bulunur ve bunların kaynak metaline doğru derinliği çok fazladır. Oluşumu: Gözeneklerin nedeni, tozun nemli olmasıdır. Resimde görülen durumda, aşırı nemli toz söz konusudur; düşük nemlilik için, toz kurutulmalı ve kaynak ağzı da kuru basınçlı havayla kurutulmalıdır. Kaçınma: Tozun kurutulması (erimiş tozlar 150OC’de, aglomere tozlar 600OC’de); levha uçlarının ön tavlanması; yavaş kaynak. Düzeltme: Hatalı kaynak metali oyulmalı ve yeniden kaynak yapılmalıdır.
Gaz gözenekleri Tanımı: Dolgu ve kapak pasolarında en son kaynak yapılan tarafta çok miktarda gözenek bulunur. Oluşumu: Kaynak akımı çok yüksek. Kaçınma: Belirlenen kaynak akımının üzerine çıkılmamalıdır. Düzeltme: Oyma ve yeniden kaynak.
Gözenek kümesi (Bazik örtülü elektrodla kaynakta) Tanımı: Gözenekler, kaynak metalinde belirli bir yerde kümelenmiştir. Oluşumu: Gözenek kümesi, bazik elektrodların ark başlangıç yerinde bulunur; buraları, kaynak yerinin soğuk olduğu ve gazların tam olarak çıkamadığı yerlerdir. Kaçınma: Elektrod dikişin ucunda değil, biraz (3-5 mm) önünde tutuşturulmalıdır. Elektrod tam olarak tutuştuğunda, dikişin ucuna getirilmelidir. Düzeltme: Oyulmalı ve tekrar kaynak yapılmalıdır.
Gözenek kümesi (MAGC-kaynağında) Tanımı: Kaynak metalinde, büyük gözenek yığılmaları ve tek tek gözenekler bulunur. Oluşumu: Kaynak ağzındaki ve ilave teldeki yağ ve pas gibi safiyet-sizlikler; düşük veya aşırı gaz debisi, torcun eğik tutulması (85O’nin altında) nedeniyle koruyucu gaza giren havanın kaynak banyosuyla temas etmesi; gaz nozulundaki sıçra-malar, torç-parça mesafesinin fazla oluşu. CO2’de fazla nem. Kaçınma: Doğru CO2 debisine sahip torcun kaynak banyosunu yeterli koruması; torcun doğru tutuluşu; kaynak akımının ve tel besleme hızının doğru ayarlanmasıyla ark boyunun doğru değeri; daha yüksek kaliteli tel ve CO2 kullanımı; koruyucu gaz için kurutma aparatı kullanımı. Düzeltme: Gözenekler uzaklaştırılır ve yeniden kaynak yapılır.
Gözenek kümesi (Bazik elektrodla kaynakta) Tanımı: Dikiş ortasında çok sayıda küçük gözenek bulunması. Oluşumu: Elektrod ya çok nemlidir ya da düşük kaynak akımıyla kaynak yapılmıştır; bu nedenle dikişteki gazlar çıkamaz. Sonuncu hataya daha çok rastlanmaktadır. Kaçınma: Kaynak sırasında sıvı kaynak metalinden gazların kolayca çıkabileceği ve curufun gazların çıkışına izin vereceği şekilde kaynak yapılmalıdır. Düzeltme: Tüm dikiş oyulmalı ve yeniden kaynak yapılmalıdır.
Gözenek kanalı (Tozaltı kaynağında) Tanımı: Dikiş kökünde bulunan gözenekler, tüm dikişe uzanır. Oluşumu: Hatalı kaynak nedeniyle, sıvı kaynak metalinde sıkışan hava yastığı, ısıtma sırasında, dikişi kısmen veya tamamen kateder. Gözenekler, daima sıkışan hava yastığından meydana gelir. Kaçınma: Kaynak metalinin altında hava yastığı sıkışmayacak şekilde kaynak yapılmalıdır. Düzeltme: Hatalı yerler oyulur ve tekrar kaynak yapılır.