Download

1 / 42
420 likes | 787 Views
Texas A&M University. FSIS Meat and Poultry Inspection Seminar for International Government Officials. 18 February 8 March. Table of Contents. 1. Food Safety Inspection Service Program Overview 2. USA Meat and Poultry Laws and Regulations 3. FSIS Training and Education Programs

E N D
Texas A&M University FSIS Meat and Poultry Inspection Seminar for International Government Officials 18 February 8 March
Table of Contents 1. Food Safety Inspection Service Program Overview 2. USA Meat and Poultry Laws and Regulations 3. FSIS Training and Education Programs 4. Food Microbiology Base Line Studies 5. Sanitation Standard Operating Procedures 6. Pathogen Reduction & HACCP Overview 7. Pathogen Reduction & HACCP Workshops 8. Compliance and Enforcement 9. HACCP-based Inspection Models Project 10. Animal Production Food Safety 11. HACCP: An Industry Perspective 12. Texas Animal Health Commission, Animal Health Activities 13. USDA, Animal and Plant Health Inspection, Veterinary Services 14. Livestock Slaughter Inspection Lecture and Pathology Laboratory 15. Port of Entry Reinspection 16. Inspection Program Reviews
17. Export Certification 18. Ratites / Poultry Finished Product Standards 19. Steam Pasteurization & Acid Sprays / Animal Welfare / Humane Slaughter 20. Control of Inedible Products / Labeling & Marketing 21. FSIS Residue Monitoring 22. FDA Residue Compliance 23. Field Antimicrobial Screen Test Laboratory (FAST) 24. Species Identification Field Test Laboratory (SIFT) 25. Food Safety Inspection of Retail Facilities 26. Food Safety Role of Municipal and County Governments 27. Texas Dep. of Health, Meat and Safety Assurance Program 28. Inspection Equivalency Requirements 29. Biotechnology & Rapid Microbiological Methods 30. Food Irradiation 31. Alternative Inspection Procedures
Cdrom Video Legislazione varia Copia delle presentazioni MATERIALE CONSEGNATO CD 1) The Fast Antimicrobial Screen Test - FAST 2) VMO Prerequisite models 3) Steps in the development of the HACCP System and relationships of Haccp/CGMPs/SSOPs 4) For the welfare of livestock 5) Poultry 904 D 6) Red Meat 904 7) Supervisory guidelines for haccp
CONTROLLO DEI “CONDEMNED AND INEDIBLE PRODUCTS” Condemned Product • Prodotto normalmente edibile che in seguito all’ispezione viene giudicato “diseased “ o adulterato • Non è idoneo al consumo umano e viene denominato "U S INS'P and CONDEMNED." Inedible Product • Qualsiasi prodotto adulterato, non ispezionato o comunque non destinato al consumo umano. • Esempi: ossa, intestini non ripuliti, polmoni, organi della riproduzione, mammelle, etc.
CONDEMNED AND INEDIBLE PRODUCT • Condemned and inedible products non sono idonei per il consumo umano • A causa dell’aspetto “edibile” dei prodotti “condemned”, il relativo controllo è cruciale e le prescrizioni della normativa sono molto specifiche • Identificazione • Custodia • Separazione • Distruzione • Documentazione Il controllo ufficiale dei “condemned and inedible product” include 5 principi
Principio #1 - Identificazione • “Condemned product” devono: • Essere marcati “U.S. Inspected and Condemned”, oppure • Essere depositati in un contenitore che rechi l’indicazione “U.S. Inspected & Condemned” in lettere di almeno 2 inch. Containers 9 CFR 416.3c • 2 tipi di contenitori per “condemned and inedible materials”: • U.S. Inspected & Condemned • Inedible I contenitori devono essere identificati in modo da permettere un uso corretto
Principio #2 - Custodia • Condemned materials deve essere mantenuto sotto “FSIS security” fino alla distruzione • FSIS Security significa: direttamente in vista, chiuso a chiave, sotto sigilli • Per il materiale normalmente inedibile (ossa, zoccoli, peli, pelli) non è richiesta alcuna custodia • Se la lavorazione di visceri e frattaglie non edibili determina un aspetto inedibile prima della spedizione del materiale, non è richiesta alcuna custodia. • In caso contrario, il materiale deve essere denaturato Principio #3 - Separazione • Condemned and inedible products devono essere tenuti separati dai prodotti edibili.
Principio #4 - Distruzione • Denaturazione • Rendering • incenerimento Per rendere “condemned and inedible meat products “ inutilizzabili ai fini del consumo umano, sono approvati 3 metodi • Crude carbolic acid • Cresylic disinfectants • A formula consisting of FD&C green color No. 3, oil of citronella, detergent, and water Rendering effettuato al di fuori dell’impianto: la denaturazione è richiesta prima che il prodotto lasci lo stabilimento Denaturazione dei prodotti destinati all’uso come fertilizzanti La normativa consente l’uso di 3 prodotti Prodotti inedibili destinati alla produzione di alimenti per animali • -FD&C green color No. 3 • -FD&C blue color No. 1 • -FD&C blue color No. 2 • -Powdered Charcoal La normativa consente l’uso di
Principio #5 - Documentazione • L’attività ispettiva concernente il controllo dei “condemned products” deve essere adeguatamente documentata • Antemortem • FSIS Form 6150-1 (Identification Tag-Antemortem) • FSIS Form 6502 (MP 35) (US Reject/Retain Tag). • Macellazione • FSIS Form 6750-1 (Daily Tanking Report) • Lavorazione • I quantitativi di carni contaminate o alterate vanno riportati sul FSIS Form 7010-4 (Processed Products Condemned as Official Establishments).
Produzione di alimenti per gli animali Prodotti edibili destinati all’alimentazione animale • Per ragioni economiche l’impianto può decidere di destinare un prodotto edibile all’alimentazione animale (milze, reni, fegato) • La custodia non è richiesta ma il prodotto deve essere denaturato prima della fine del turno di lavoro • Se mantenuto nell’impianto nella notte, chiudere a chiave o con un sigillo 3 Categorie Prodotti inedibili destinati all’alimentazione animale • Esempi: ossa, stomaci, intestini non ripuliti • Non richiedono particolari misure all’interno dell’impianto, purchè siano separati dai prodotti edibili • Se per qualche manipolazione o trattamento assumono un aspetto di prodotto inedibile, la denaturazione non è richiesta Condemned product (idonei per l’alimentazione animale)
Sanitation Performance Standards 9 CFR 416.1-416.6 & Directive 11,000.1 stabiliscono I risultati da raggiungere ma non I mezzi da utilizzare per raggiungere tali obiettivi • Grounds and Pest Control • Construction (buildings, walls, floor, ecc.) • Light • Ventilation • Plumbing and Sewage • Water Supply and Water, Ice, and Solution Reuse • Dressing room/lavatory • Equipment – utensils • Sanitary Operations • Employee Hygiene
Sanitation Performance Standards Qual è la relazione rispetto alle SSOP? • La normativa sulle “sanitation performance standards” riguarda specifiche aree/condizioni all’interno o all’esterno dello stabilimento che POSSONO risultare in condizioni sanitarie inadeguate che POTREBBERO condurre all’alterazione del prodotto. • Nella maggior parte dei casi, la registrazione non è richiesta (ma è raccomandata)
SSOP: Sanitation Standard Operating Procedures 9 CFR 416.11-416.17 Definizioni • Procedure eseguite quotidianamente che siano sufficienti nel prevenire la contaminazione diretta del prodotto o l’adulterazione del prodotto • Procedure scritte per dimostrare che gli stabilimenti rispettino quotidianamente i requisiti di base relativamente alla sanificazione Non sono richiesti requisiti aggiuntivi relativamente alle operazioni di pulizia e disinfezione
SSOP Basic Regulatory Requirements Lo stabilimento deve avere un piano scritto sufficiente a prevenire la contaminazione diretta o l’adulterazione dei prodotti, che descriva tutte le procedure eseguite quotidianamente Prima di iniziare le lavorazioni Durante le lavorazioni • Le SSOP scritte devono identificare le procedure che sono condotte in fase preoperativa • Queste procedure devono includere, come minimo, la pulizia delle superfici di attrezzature, utensili, macchinari, strutture, destinate ad entrare in contatto diretto con gli alimenti
Mantenimento delle SSOP Lo stabilimento deve regolarmente valutare l’efficacia delle SSOP e relative procedure nel prevenire la contaminazione diretta o l’adulterazione dei prodotti Lo stabilimento deve individuare I soggetti responsabili per l’implementazione ed il mantenimento delle attività di sanificazione quotidiane. Non è necessario identificare le persone che effettuano le operazioni di pulizia Registrazione: requisiti richiesti • Mantenimento di registrazioni quotidiane (data e iniziali del dipendente responsabile) • Possono essere computerizzate • Conservare per almeno 6 mesi
Responsabilità dell’ispettore Verifiche ispettive L’ispettore deve assicurare che il management dello stabilimento assuma la responsabilità di produrre alimenti salubri in un impianto in buone condizioni di pulizia, utilizzando procedure igieniche. L’ispettore deve prendere in considerazione le tipologie di contaminazione, stabilire le priorità per adottare azioni, utilizzare la giusta valutazione nel correggere condizioni sanitarie inadeguate. Perciò, l’ispettore deve essere ben informato delle procedure operative adottate dall’impresa. • Revisione delle SSOP scritte • Revisione delle registrazioni • Osservare l’esecuzione delle procedure preoperative ed operative • Osservazione diretta delle condizioni sanitarie
ALCUNE OSSERVAZIONI Gli aspetti che non hanno un riflesso diretto sulla contaminazione del prodotto non sono presi in grande considerazione • Condizioni di manutenzione non ottimali • Lavaggio indumenti non centralizzato in impianti di grosse dimensioni • Assenza di sterilizzatori a caldo nei locali di sezionamento • Pallett di legno e cartoni all’interno dei locali di lavorazione, molto vicini alle carni fresche • Uso di materiali “poveri” per strutture ed attrezzature
Gli aspetti legati in qualche modo alla contaminazione diretta del prodotto vengono inclusi nelle SSOP • Condensa (soprattutto se è possibile il colio sui prodotti) • Superfici che entrano in contatto diretto con i prodotti • Carni cadute per terra • Contaminazione fecale di una certa entità Le SSOP differiscono dalle SOP perché necessitano di accurata documentazione, che include i controlli preoperativi ed operativi, le registrazioni delle operazioni effettuate Consistono principalmente nella descrizione delle operazioni di pulizia e disinfezione Includono anche altri aspetti che sono legati alla contaminazione diretta del prodotto
HACCP: alcune precisazioni Limiti critici • Nel caso lo stabilimento ritenga di stabilire autonomamente dei limiti critici : • Devono essere basati su dati scientifici attendibili • Devono assicurare che il processo risulti in un prodotto sicuro • Devono essere adeguati a mantenere il controllo di processo e a prevenire pericoli per la sicurezza dell’alimento • La documentazione e i risultati dei test devono essere disponibili
Verification Determines whether the HACCP system is operating as intended Validation (§ 417.4(a)) The process by which an establishment demonstrates that the implemented HACCP plan actually prevents, eliminates, or reduces to an acceptable level, identified food safety hazards Esclusivamente responsabilità dell’industria Preshipment Review • Eseguito prima della spedizione del prodotto • Consiste in una revisione delle registrazioni relative alla produzione oggetto di spedizione • Per assicurare la completezza • Per accertare se i limiti critici sono stati raggiunti • Per accertare se sono state adottate adeguate azioni correttive
In Haccp, ogni registrazione deve : • Essere effetuata nel momento in cui si verifica l’evento. • Includere la data e l’ora. • Essere firmata o siglata dal soggetto che effettua la registrazione • Mantenimento delle registrazioni (§ 417.5(e)) • Attività di macellazione: almeno un anno • Prodotti refrigerati: almeno un anno • Prodotti congelati, conservati, stabili: almeno 2 anni • Il mantenimento delle registrazioni non all’interno dello stabilimento è consentito dopo sei mesi– SE: le registrazioni possono essere fornite, su richiesta del personale ispettivo, entro 24 ore
Responsibility for collecting samples is of… establishment FSIS Significance Target organism Indicator organism Regulatory – performance standard Guidelines (performance criteria) Results indicate… the effectiveness of a plant’s HACCP system and sanitation - Overall HACCP plan verification plant’s process control & sanitary dressing First failure: - Inspector documents failure - Plant is notified that it needs to investigate and identify the cause and implement appropriate corrective actions - Effectiveness is measured by more testing Second failure : Triggers more enforcement actions Action taken by the veterinarian in case of failure none Reference Guidebook 10230.5 310.25 & 381.94 Salmonella E. coli
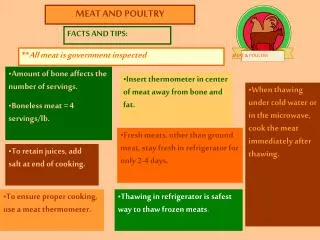
IMPIANTO DI LAVORAZIONE CARNI • Carni arrivano già sezionate • Temperatura al ricevimento carni è misurata per ogni contenitore; limite critico: 40°F • Limite critico per la cottura: 70°C • 2 termometri computerizzati per ogni forno: uno per la temperatura ambientale, uno all’interno del prodotto. • Il raffreddamento è effettuato entro 4 ore dalla cottura • in 5 ore da 130°F a 80°F • <10 ore da 80°F a 45°F Parametri di raffreddamento
Cattle Slaughtering line scuoiamento Vacuum steam lungo la linea 1 Lavaggio preeviscerazione con ac. lattico eviscerazione 4 Suddivisione in mezzene Lavaggio USDA FSIS ispezione Monitoraggio per il CCP zero fecal contamination 2 steam pasteurization 3 Lavaggio post eviscerazione con ac. lattico
CCP ZERO FECAL CONTAMINATION • Le carcasse sono sottoposte a lavaggio con ac. Lattico in preeviscerazione (asportazione di materiale fecale che deriva dalle operazioni di scuoiamento) • Le carcasse sono lavate dopo la suddivisione in mezzene, ed anche questa operazione può asportare tracce di contaminazione fecale • Il monitoraggio effettuato dalla ditta è dopo il punto ispettivo C’è qualche possibilità di rilevare contaminazione fecale al monitoraggio?
CCP ZERO FECAL CONTAMINATION Frequenza di monitoraggio • Il monitoraggio deve essere effettuato con una frequenza tale da permettere di mantenere sotto controllo (gestire) il processo • Per la contaminazione fecale, con limite critico = zero, l’unica frequenza che può garantire di mantenere adeguatamente sotto controllo il processo è il monitoraggio continuo • Per un CCP come la contaminazione fecale zero, la frequenza di monitoraggio dovrebbe essere continua: non c’è alcun numero minimo di carcasse che, sottoposte a monitoraggio, può fornire garanzie adeguate sul mantenimento del processo sotto controllo
CCP ZERO FECAL CONTAMINATION Il punto ispettivo è sistemato PRIMA del punto di monitoraggio Haccp: se l’ispettore rileva contaminazione fecale, deve identificare la carcassa e inviarla al trimming • L’ispettore effettua un “monitoraggio” per la contaminazione fecale zero al posto dell’industria?? Chi ha la responsabilità per il monitoraggio? • Se al monitoraggio sul CCP si rileva contaminazione fecale, qual è la responsabilità dell’ispettore? • Se l’ispettore rileva contaminazione fecale all’ispezione, non può avviare una procedura di non compliance relativa al monitoraggio Haccp, perché il punto di monitoraggio è successivo. Per avviare la non compliance, deve effettuare il controllo alla fine della catena, dopo 3 interventi decontaminanti (2 rinse and steam pasteurization) : rimarrà ancora contaminazione fecale??
MACELLO SUINI • 2100 dipendenti • Attività di macellazione: 16000 suini/giorno, su due turni di 8 ore, 1000 suini all’ora • Un veterinario e 8 ispettori per turno • Laboratorio interno e staff di ricerca • Snap chill: cella ad alta ventilazione con temperatura di –30°F SSOP • L’impianto è stato suddiviso in aree • SSOP preoperative e operative: una per turno • Operazioni di pulizia effettuate da un’impresa esterna, che documenta le attività effettuate • I controlli preoperativi sono effettuati per singole aree (da personale dello stabilimento) e sono molto dettagliati; includono comunque tutte le superfici destinate ad entrare in contatto diretto con l’alimento
MACELLO SUINI HACCP • Lo stabilimento ha ritenuto di non adottare un unico CCP • Gli interventi di decontaminazione (lavaggio con acido lattico in preeviscerazione, steam vacuum, lavaggio finale) sono considerati CP, che concorrono a ridurre la contaminazione • I CP sono documentati • CCPs : Snap chill; zero tolerance monitoring station • Lavaggio finale: 160°F sotto pressione • Snap chill: 50°F in 5 ore • Monitoraggio (temperatura alla superficie): 32 carcasse/ora • Monitoraggio (Zero tolerance): 32 carcasse/ora • La carne confezionata è sottoposta a controllo per materiale estraneo
FLOW DIAGRAM- PORK SLAUGHTER • animal receiving • animal identification • holding • stun stick • Bled • Scald • Dehair • Rehang • Dry singe polish • Shaven • Preevisceration wash (CP1) • Trim stunner mark • Neck breaker • Head drop/ head trim • Trim stick wound • Head removal • Open brisket and midline • Bladder removal • Aitch bone cutter • Bumping • Evisceration • Steam vacuum (CP) • Viscera/pluck separation • Espose kidney • Splitting • Trim pizzle (?) and neck • Product contamination monitoring • Steam Vacuum • Rail inspection /final trim • Branding • Kidney removal • Decontamin. carcass wash cabinet • Leaf lard removal • Spinal cord removal • Giblet removal • Fat measure • Final wash (CP) • Zero tolerance monitoring station CCP • Lactic acid cabinet • Carcass rinse • Snap chill CCP
ANTIMICROBIAL INTERVENTION • La contaminazione batterica delle carcasse è conseguenza inevitabile dell’attività di macellazione • Tutta la contaminazione visibile deve essere rimossa dalla superficie delle carcasse • Il Trimming costituisce un metodo esteticamente accettabile per rimuovere la contaminazione fecale visibile dalle carcasse • Ma i batteri di origine fecale non sono presenti solamente nelle zone dove si rileva la contaminazione fecale visibile • STEAM PASTEURIZATION • STEAM VACUUM • CARCASS SPRAY SYSTEM • IRRADIATION Interventi “decontaminanti”
CARCASS SPRAY SYSTEMS • Pre-eviscerazione • post-eviscerazione 2 interventi Pre-evisceration rinse systems • Consiste in un lavaggio con acqua seguito da un lavaggio con acidi organici o altri tipi di soluzione • Il primo lavaggio è applicato a bassa pressione per rimuovere il materiale estraneo prima che diventi secco ed aderisca alla superficie della carcassa • Secondo lavaggio: soluzione acquosa al 1.5%- 2.5% di acidi organici Organic acid spray systems acido acetico, lattico o citrico in soluzione acquosa al 1.5%- 2.5% Chlorinated water 20 ppm-50 ppm di cloro Spruzzare con una soluzione acquosa al 8-12% di TSP. Non superare I 30 secondi. Trisodio fosfato
STEAM PASTEURIZATION Le carcasse di bovino sono sistemate in una cabina chiusa sotto lieve pressione a temperatura ambiente e spruzzate con vapore che ricopre tutta la carcassa Tre fasi, tutte in cabina chiusa: 1 Rimozione dell’acqua L’eccesso di acqua viene rimosso dalla carcassa per aumentare il trasferimento di calore dal vapore Il vapore sotto pressione ricopre la carcassa, penetrando nelle cavità, a una temperatura superiore a 165° F per almeno 10 secondi. Il colore della carne subisce variazioni oltre i 30 secondi 2 steam pasteurization La carcassa viene spruzzata con acqua fredda per aumentare l’effetto letale e conservare il colore della carne 3 Raffreddamento rapido
VACUUMING CON ACQUA CALDA O VAPORE Hot water/steam vacuum systems è progettato per rimuovere la contaminazione visibile ed è utilizzato per accrescere l’efficacia del trimming effettuato col coltello • Nessuna cabina; Interventi effettuati direttamente dagli operatori, in più punti della linea di macellazione • Obiettivo: rimuovere la contaminazione fecale visibile e altri tipi di contaminazione • Temperatura dell’acqua o del vapore sulla superficie della carcassa: almeno a 180°F • Durante l’utilizzo, la superficie esterna dell’attrezzatura che entra in contatto con la carcassa deve essere sottoposta continuamente all’azione del vapore ad almeno 180º F.
HACCP IN MACELLAZIONE SENZA INTERVENTI DECONTAMINANTI • La contaminazione fecale non è solo quella visibile • Come controllare/gestire la contaminazione non visibile? • Gli impianti di macellazione nel Nord America hanno introdotto più interventi decontaminanti sulla linea • Gli stessi interventi non sono consentiti in E.U.; in altri casi, non sono stati introdotti per le ripercussioni sul prodotto finito.
TEST DI SPECIE FSIS Directive 10230.1 • VI. DEFINITIONS • A. Cooked Products. Formulated, chopped/comminuted or chunked and formed products, e.g., frankfurters, bologna, ham, corned beef, poultry rolls. • B. Like Products. Products that are processed using the same raw materials (species), processing procedures, and are identified with the same name. The presence in a meat food product or poultry product of animal tissue that purchasers would not reasonably expect to be in the product will result in the product being adulterated and/or misbranded.
FSIS has developed laboratory procedures to identify species tissues in formulated cooked meat and poultry products. Further, FSIS has developed in-plant testing procedures capable of identifying pork, poultry, and beef in uncooked, formulated meat and poultry products. The test sample is taken, in-plant, from mixed product formulas just prior to stuffing and cooking. For the concerns relative to possible undeclared species determinations, inspectors will emphasize the following and assure that plant operators meet their responsibilities in these areas: The receipt and use of acceptable raw materials at the first point where visual characteristics of these materials can no longer be determined, e.g., after grinding or chopping.
Table for Time/Temperature Combination for Cooked Beef, Roast Beef, and Cooked Corned Beef 3. Ham, Cooked - Product cooked in conventional manner which, if labeled "Completely Cooked," should reach an internal temperature of 158 degrees F.
NEW INSPECTION SYSTEM FSIS inspectors Plant employees OLD SYSTEM NEW SYSTEM 70 heads/min 91heads/min
SOME OBSERVATIONS Producing meat in U.S.A. is less expensive than in E.U • Poor mainteinance • utilities (basins, sterilizer, ecc.) are in poor number and also quality is not so high like in E.U. • material used for the facilities are less expensive (no klinker!) Big Slaughter and processing plant are owned by financial groups with enormous financial power: maybe it’s difficult for inspectors and veterinarian to act effectively (see mainteinance…) The same groups that own slaughter and processing plants, often own also feedlots and farms (from farm to the fork??)
WEBSITES http://www.fsis.usda.gov/: Food Safety and Inspection Service. http://www.fsis.usda.gov/OFO/HRDS/fsvu.html: Food Safety Virtual University http://www.fsis.usda.gov/OFO/HRDS/PATHOGEN/haccp.htm: Pathogen Reduction and HACCP Programs http://www.fsis.usda.gov/OFO/HRDS/himp/himp.html: HACCP-Based Inspection Models Project http://www.fsis.usda.gov/OFO/HRDS/SLAUGH/slaugh.html: Slaughter & Processing Studies http://199.135.17.87/images/home.html: HRDS Virtual Veterinary Meat and Poultry Inspection (username-trainers, password-trainers1) http://www.fsis.usda.gov/oa/programs/import.htm: Importing Meat and Poultry To The United States; A Guide For Importers And Brokers http://www.access.gpo.gov/nara/cfr/index.html: Code of Federal Regulations http://www.fsis.usda.gov/oa/pubs/techpubs.htm: the FSIS Technical Publications, it contains the National Residue Program books http://www.cdc.gov/: Center for Disease Control and Prevention. http://www.cdc.gov/epo/mmwr/mmwr.html: CDC Morbidity and Mortality Weekly Rep. http://www.fda.gov/: Food and Drug Administration. http://vm.cfsan.fda.gov/~dms/foodcode.html: FDA Food Code http://haccpalliance.org/: The International HACCP Alliance http://www.arserrc.gov/mfs/pathogen.htm: Pathogen Modeling Program