Download
1 / 24
240 likes | 543 Views
GEOMETRIA DE CORTE. Introdução. A geometria de corte das ferramentas é um quesito de grande relevância na produção moveleira, pois ela determina e indica as melhores opções de produção, influenciando assim a segurança, a qualidade e aprodutividade de uma empresa.

E N D
GEOMETRIA DE CORTE Introdução A geometria de corte das ferramentas é um quesito de grande relevância na produção moveleira, pois ela determina e indica as melhores opções de produção, influenciando assim a segurança, a qualidade e aprodutividade de uma empresa. Como em todos os setores industriais a produção moveleira também passa por mudanças mais lentas, porém cada vez mais são necessárias. A concorrência e o desenvolvimento tecnológico em matérias-primas e máquinas pressionam todas as empresas na busca de novas tecnologias e aprimoramento técnico.
GEOMETRIA DE CORTE Introdução A geometria de corte que não é uma ciência nova, vem para ajudar os operadores de produção, sejam eles marceneiros, operadores de máquinas, ou mesmo planejadores de produção, a melhorar os índices de qualidade, produtividade e também de segurança. Esses índices por sua vez são cada vez mais exigidos, impostos pelo mercado tão competitivo no ramo moveleiro, cujos valores de qualidade e preço estão ligados diretamente à agilidade da produção.
GEOMETRIA DE CORTE Introdução Os antigos artesãos que dispunham apenas de ferramentas manuais simples, antes ainda da eletricidade, utilizavam técnicas desenvolvidas com estudos, geralmente empíricos, no ramo da geometria de corte. Afinal, uma ferramenta bem afiada diminui bastante o esforço de usinagem, melhora sensivelmente a qualidade desta, e por sua vez diminui a necessidade da operação de lixar. O ditado “bem usinado é meio lixado” faz sentido em qualquer estágio da usinagem, seja um trabalho com ferramentas manuais, máquinas elétricas portáteis ou máquinas estacionárias. Evita-se o trabalho de lixamento com a melhor qualidade possível na usinagem, obtendo-se uma qualidade de superfície tão boa que minimiza os tratamentos posteriores.
GEOMETRIA DE CORTE Introdução Madeira maciça tem sentidos diferentes de usinagem, isto com base na orientação dos veios da madeira. Como se não bastasse nas últimas décadas a evolução das matérias-primas foi tão acelerada que existe hoje um grande número de materiais e revestimentos disponíveis para o setor moveleiro (placas reconstituídas, revestimentos plásticos, etc.). Cada uma destas matérias-primas citadas tem suas propriedades físicas e necessidades específicas quando se trata de usinagem.
GEOMETRIA DE CORTE Nomenclatura dos ângulos de corte A nomenclatura de ângulos de corte, mesmo que não pareça, é importante no momento de optar por uma ferramenta para determinada usinagem. São estes que determinam o tipo de material a ser usinado, o sentido da usinagem, qual o resultado e o esforço deste trabalho. A madeira maciça e derivados tem um número maior de parâmetros que influenciam no resultado da usinagem, se comparado com o metal que é um material homogêneo. α(alfa)= ângulo livre β(beta)= ângulo de cunha γ(gama)= ângulo de cavaco δ(sigma)= ângulo de corte ou de ataque
GEOMETRIA DE CORTE Nomenclatura dos ângulos de corte α (alfa)= ângulo livre Este ângulo formado com a peça que se está usinando é de onde se retira o material para recompor o gume de corte. Deve ser sempre maior que 0° para evitar o atrito com a peça que está sendo usinada. * Vale lembrar que os ângulos vistos aqui são encontrados em quaisquer ferramentas de corte, independente de serem ferramentas manuais ou rotativas.
GEOMETRIA DE CORTE Nomenclatura dos ângulos de corte β (beta) = ângulo de cunha Ângulo formado na alma da ferramenta e determina o poder de corte da ferramenta em questão. Este ângulo é determinado levando-se em consideração a composição do material da ferramenta que deverá ser usinado. * Vale lembrar que os ângulos vistos aqui são encontrados em quaisquer ferramentas de corte, independente de serem ferramentas manuais ou rotativas.
GEOMETRIA DE CORTE Nomenclatura dos ângulos de corte γ (gama) = ângulo de cavaco É nesta área que se forma e também onde é transportado o cavaco produzido. A variação deste ângulo determina a característica da ferramenta e quanto maior o ângulo de cavaco maior o poder de corte da ferramenta. * Vale lembrar que os ângulos vistos aqui são encontrados em quaisquer ferramentas de corte, independente de serem ferramentas manuais ou rotativas.
GEOMETRIA DE CORTE Nomenclatura dos ângulos de corte δ (sigma)= ângulo de corte ou ataque Ângulo determinado pela posição da ferramenta em relação à peça a ser usinada. Determina em conjunto com o ângulo de cavaco a característica de desbaste da ferramenta e a capacidade de cortar ou de raspar o material. * Vale lembrar que os ângulos vistos aqui são encontrados em quaisquer ferramentas de corte, independente de serem ferramentas manuais ou rotativas.
GEOMETRIA DE CORTE ângulo livre tangencial Nomenclatura dos ângulos de corte Além desses principais ângulos, as ferramentas contam com mais ângulos. O que determina a quantidade de ângulos numa ferramenta é aplicação desta, ou seja um corte simples com uma faca de plaina ou um trabalho mais complexo, como uma fresa de fresar perfis. Além disso, os ângulos citados estão presentes em todos os tipos de ferramentas para corte ou usinagem da madeira, sejam estas ferramentas manuais, serras, fresas, facas ou brocas. ângulo livre radial α = ângulo livre γ = ângulo de cavaco β = ângulo de cunha
GEOMETRIA DE CORTE Característica de desbaste da ferramenta Variações do ângulo de corte ou ataque, δ (sigma), resultam em características e funcionalidades distintas da ferramenta. Variações dos ângulos de corte e de cavaco são destinadas à adaptação da ferramenta de corte ao material a ser cortado, podendo ser mais duro ou mais macio, à favor dos veios ou contra (no caso de madeira maciça ou mesmo de algumas chapas).
GEOMETRIA DE CORTE Parâmetros de usinagem Como abordado anteriormente, a variedade de materiais utilizados hoje em uma indústria de móveis é muito grande. Com isto, se ampliaram as alternativas de corte e usinagem disponíveis no mercado, para que o trabalho com estas matérias-primas seja satisfatório. Deve-se então levar em consideração alguns parâmetros antes de se escolher a ferramenta de usinagem. • Material a ser cortado ou usinado; • Sentido de corte ou usinagem; • Tipo de material da ferramenta; • Velocidade de corte da ferramenta; • Velocidade de avanço da peça; • Qualidade desejada do corte ou usinagem; • etc.
GEOMETRIA DE CORTE Parâmetros de usinagem – Material a ser usinado Como exemplo de material a ser usinado em uma marcenaria podemos citar: • Madeira maciça: • Madeira dura ou mole; • Sentido longitudinal ou transversal (à favor ou contra os veios); • Placas derivadas da madeira: • Compensados multilaminados; • Compensados sarrafeados; • MDF; • Aglomerado; • MDP; • Chapas de fibra; • Revestimentos: • BP, FF; • Laminados plásticos; • Pet; • Alumínio;
GEOMETRIA DE CORTE Parâmetros de usinagem – Sentido de desbaste A madeira maciça tem vários sentidos de desbaste: longitudinal, transversal, de topo, à favor das fibras ou contra as fibras. No caso de placas, somente a placa de compensado sarrafeado tem sentido (o miolo). Placas de aglomerado, MDF, MDP e chapas de fibra não tem sentido. São portanto, classificadas como homogêneas.
GEOMETRIA DE CORTE Parâmetros de usinagem – Pré rachamento ou pré clivagem A madeira maciça tem a propriedade de fender-se estimulado pela cunha de uma ferramenta de corte no sentido longitudinal. No sentido transversal e de topo também existe este fenômeno, porém é insignificante. Pré rachamento O pré rachamento é fator relevante quando se desenvolve uma ferramenta de usinagem. Pressão Pré rachamento
GEOMETRIA DE CORTE Parâmetros de usinagem – Pré rachamento ou pré clivagem • Pré rachamento menor • maior densidade básica da madeira • madeira de fibra curta • ferramenta com quebrador de cavaco grande • ângulo de cunha e de corte • menor espessura de desbaste • pressão sobre a madeira antes do corte • alta velocidade de corte • alta força de corte • Pré rachamento maior • menor densidade da madeira • madeira de fibra longa • ferramenta sem quebrador de cavaco • pequeno ângulo de cunha e de corte • maior espessura de desbaste • falta de pressão sobre a madeira antes do corte • baixa velocidade de corte • baixa força de corte
GEOMETRIA DE CORTE Parâmetros de usinagem – Composição das ferramentas Elementos de liga: Elemento metálico ou não, que é adicionado a um metal, chamado metal-base), de maneira que melhora a propriedade do metal- base. Por exemplo, adicionando quantidades adequadas de estanho ao cobre, obtém-se o bronze, que é mais duro que o cobre.
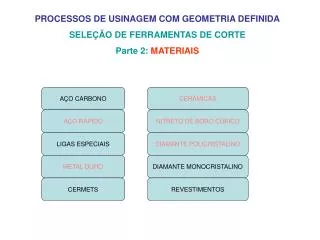
GEOMETRIA DE CORTE Parâmetros de usinagem – Composição das ferramentas
Aço Carbono (ws) O primeiro material empregado modernamente para confecção de ferramentas de corte foi o aço carbono (aço não ligado, ou ainda de baixa liga e varia de 0,45% à 1,1% de carbono). Mas por sua baixa capacidade de resistência se limita, ou deveria estar restrito, às facas/dentes de corte para ferramentas manuais, como as facas de plaina, o formão, a lâmina de serrote, etc. O nome aço carbono se emprega para aços de baixa liga, sendo apenas o elemento químico carbono, presente na liga deste. GEOMETRIA DE CORTE Parâmetros de usinagem – Composição das ferramentas
Aço Rápido (hss) Se o aço carbono é limitado a ferramentas que se destinam à produção de pequenas peças, o aço rápido já pode ser empregado em pequenas séries. Algumas empresas com grande produção, empregam o aço rápido nas suas ferramentas, mas sua produção é específica, com madeiras de baixa densidade, como o pinus. O aço rápido é representado pela sigla HSS, do inglês, high speed steel; sua composição química já apresenta elementos que lhe conferem boas propriedades (com aproximadamente 1,4% de carbono e mais 12% à 24% de elementos de liga, de cromo e volfrâmio). GEOMETRIA DE CORTE Parâmetros de usinagem – Composição das ferramentas
Metal Duro (HM ou HW) O metal duro é mais conhecido pelos marceneiros pela denominação de um dos seus inúmeros fabricantes, Wídia, já no idioma inglês é chamado de Hard Metal. Algumas vezes encontramos a sua abreviatura representada pelas letras HM ou ainda HW. O metal duro é um material obtido por intermédio de um processo denominado de sinterização. Consiste, resumidamente, em prensar vários elementos (volfrâmio, titânio, cromo, etc.), reduzidos a pó, desejados para a formação do metal duro, em alta pressão (8000 bar) e elevá-los a alta temperatura afim de obter sua fusão (1000 C à 1600 C). GEOMETRIA DE CORTE Parâmetros de usinagem – Composição das ferramentas
GEOMETRIA DE CORTE Parâmetros de usinagem – Composição das ferramentas • Diamante Poli-Cristalino (PKD) • O diamante é, de todos os elementos conhecidos, o mais duro composto de carbono puro. É a união de pequenos diamantes à unidades maiores e são chamados de diamantes policristalinos. Estas lâminas são extremamente frágeis e quebradiças e possuem assim pouca resistência à choques e golpes. Por isso, os diamantes são reunidos à uma base de metal duro, que é aproximadamente o dobro mais duro do que uma base de aço (sinterização). • Vida útil extremamente longa (mais de 100 vezes do que o HM); • Melhor qualidade de superfície; • Resistência à flexão e quebra quatro vezes menos do que o HM; • Sensível ao choque com metais e minerais; • Desgaste não uniforme, mas com quebras.
GEOMETRIA DE CORTE Parâmetros de usinagem – Composição X Ângulo de Cunha Como citado anteriormente, o ângulo de cunha depende diretamente do material da ferramenta. Os elementos de liga proporcionam a melhoria das propriedades das ferramentas, porém existe a regra de que quanto mais duro, mais quebradiço o material (a exemplo do vidro que é quebradiço apesar de extremamente duro). Por isso, conforme a variação do material da ferramenta aumenta o ângulo de cunha para que se obtenha mais resistência do dente.
BIBLIOGRAFIA LEUCO. Disponível em: <http://www.leuco.de/287_DEU_HTML.htm>. Acesso em: 26/04/2010. NUTSCH, Wolfgang; ECKHARD, Martin; EHRMAN, Walter; NESTLE, Hans, NUTSCH, Torsten; SCHULTZ, Peter. Holzttechnikfachkunde. Stuttgart: Verlag, Lehrmittel, 1995.