Download
1 / 23
240 likes | 401 Views
USL. LSL. Capabilidade. Excelente Capacidade do Processo. Baixa Capacidade do Processo. Probabilidade Muito Alta de Defeito. Probabilidade Muito Alta de Defeito. Probabilidade Muito Baixa de Defeito. Probabilidade Muito Baixa de defeito. USL. LSL.

E N D
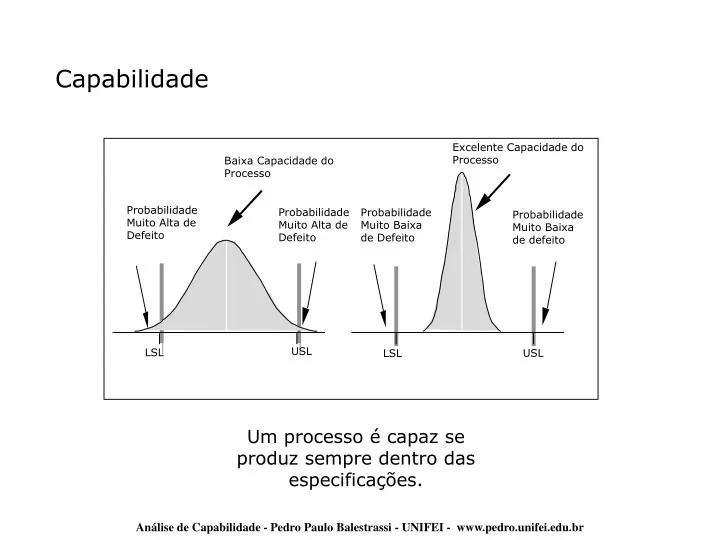
USL LSL Capabilidade Excelente Capacidade do Processo Baixa Capacidade do Processo Probabilidade Muito Alta de Defeito Probabilidade Muito Alta de Defeito Probabilidade Muito Baixa de Defeito Probabilidade Muito Baixa de defeito USL LSL Um processo é capaz se produz sempre dentro das especificações.
No Alvo, com Mínima Variação LSL USL LSL USL
Short Term x LongTerm Dados de LongTerm são melhores mas são de mais difícil obtenção Usualmente se obtém dados de Short Term e faz-se a estimação de métricas LongTerm
Análise de Capabilidade % de defeitos ST or LT % ST % LT, PPM ou DMPO ZLT~ZST+1.5 ZST ZLT Zshift= ZST - ZLT Métricas ST Métricas LT Cp/Cpk Pp/Ppk
Capabilidade para dados de Variáveis • ( Dados mensuráveis, representados por um número Real ) • Tempo • Temperatura • Pressão • Dimensões • Etc.
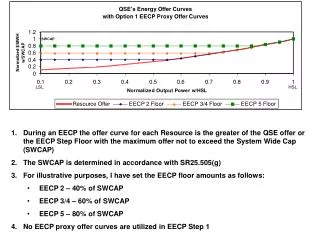
Ex.: Os Limites de Especificação de um item de um certo produto são: Inferior: 24 Superior:50 Os dados em cada linha constituem uma amostra de 5 observações do processo de produção de tal item. Existem assim, 20 amostras de 5 observações. Tal Processo é capaz? CapabNormal.mtw Dados em Subgrupo
Cp Variação do Processo LSL USL Tolerância
Fatores de correção Estimativa do Desvio por Rbar e Sbar FONTE: MONTGOMERY, D.C. Introduction to statistical quality control. 3 ed. New York, John Wiley, 1996. Valores Médios (Ver Breyfogle)
Cpk s 3s 3s Cpk=1.5 é similar ao nível 6 Sigma mas tem o incoveniente de considerar somente variações de Causas Comuns (ST). Cpk é um cálculo válido apenas quando o Processo está sob controle. É também um cálculo para subgrupos. m LSL USL m - LSL USL - m
Pp Aqui são consideradas todas as observações como pertencentes a um único subgrupo! LSL USL Tolerância
Ppk 3s 3s Ppk=1.5 corresponde ao nível 6 Sigma e considera variações de Causas Comuns (ST) e Especiais (LT). m LSL USL m - LSL USL - m
Ex.:O Tempo de Manutenção de um serviço tem uma especificação máxima de 6h. Faça um estudo de capabilidade? CapabNonNormal.mtw Subgrupo =1
Capabilidadepara dados de Atributos • ( Dados contáveis, números inteiros) • Número de erros • Número de defeitos • Número de itensfaltantes • Etc.
Exemplo Uma certa empresa tem os seguintes macroprocessos e deseja definir um Indicador de Desempenho para o seu processo de Aquisição (descrito abaixo). Utilize o Nível Sigma como indicador e represente o estado atual. Ver SigmaAtrib.xls Cliente Projeto e Desenvolv. Marketing e Vendas Aquisição Produção Apoio Técnico Cliente
O nível de qualidade da maioria dos processos está em torno de 4 enquanto os processos de ‘Classe Mundial’ estão em torno de 6 Nível Sigma
Cálculos • Unidade (U) • O número de peças, subconjuntos, conjuntos ou sistemas inspecionados ou testados. • Quadrados: 4 unidades • Oportunidade (OP) • Uma característica que você inspeciona ou testa. • Círculos: 5 oportunidades por unidade • Defeito (D) • Qualquer coisa que resulte em insatisfação do cliente. Qualquer coisa que resulte em não conformidade. • Círculos pretos: 9 defeitos
Defeitos por Unidade • DPU = D/U • 9/4 = 2,25 • Total de Oportunidades • TOP = U*OP • 4*5 = 20 • Defeitos por Oportunidade (Probabilidade de Defeito) • DPO = D/TOP • 9/20 = 0,45 • Defeitos por Milhão de Oportunidades • DPMO = DPO*1.000.000 • 0,45*1.000.000 = 450.000 Cálculos
Z =0,8406+ 29,37-2,221. ln(DPMO) Cálculos Z = Capacidade Sigma Z DPMO 2 308.537 3 66.807 4 6.210 5 233 6 3,4 Zshift=1.5