Download
1 / 25
290 likes | 629 Views
Umocnienie granicami ziarn. Granice ziarn – silne przeszkody dla ruchu dyslokacji – powierzchnia granic ziarn stanowi barierę dla poruszających się dyslokacji na całej długości płaszczyzny poślizgu – większy

E N D
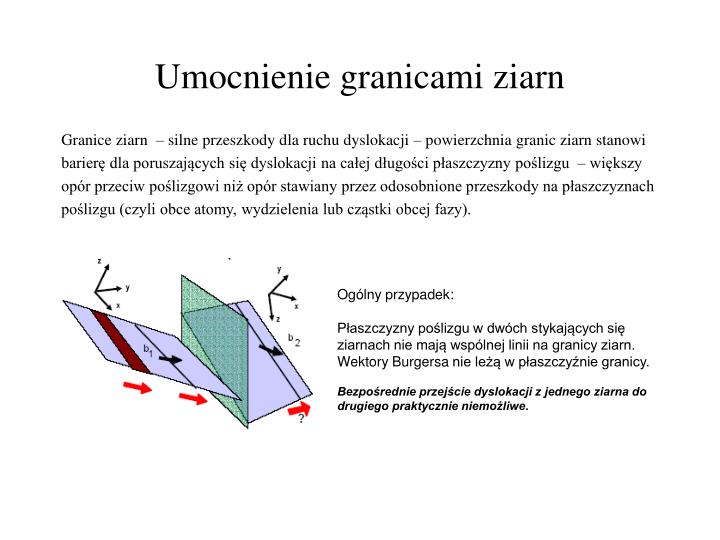
Umocnienie granicami ziarn Granice ziarn – silne przeszkody dla ruchu dyslokacji – powierzchnia granic ziarn stanowi barierę dla poruszających się dyslokacjina całej długości płaszczyzny poślizgu – większy opór przeciw poślizgowi niż opór stawiany przez odosobnione przeszkody na płaszczyznach poślizgu (czyli obce atomy, wydzielenia lub cząstki obcej fazy). Ogólny przypadek: Płaszczyzny poślizgu w dwóch stykających się ziarnach nie mają wspólnej linii na granicy ziarn. Wektory Burgersanie leżą w płaszczyźnie granicy. Bezpośrednie przejście dyslokacji z jednego ziarna do drugiego praktycznie niemożliwe.
Blokowanie dyslokacji na granicach ziarn Spiętrzenie dyslokacji na granicy ziarn w stopie Cu - 4,5% Al Każdadyslokacjaw tym spiętrzeniu wywieranaprężenie skierowane do źródłagenerującego dyslokacje,przyczyniając się w ten sposób do jego wygaśnięcia. Poślizg musi przejść z jednego ziarna do następnego ziarna. Przejście to jest wspomagane przezkoncentrację naprężeniana czole stosu dyslokacji.
Naprężenie potrzebne do uruchomienia nowego źródła dyslokacji jest proporcjonalne do naprężenia na czole stosu spiętrzonych dyslokacji g.z.: g.z.= Ndis·dis Ndis – liczba dyslokacji w spiętrzeniu przed granicą ziarn; dis – naprężenie oddziaływania każdej dyslokacji na następną w spiętrzeniu f – minimalne naprężenie niezbędne do ruchu dyslokacji wewnątrz ziarna Ndis– liczba dyslokacji w spiętrzeniu: gdzie: d – średnica ziarna i stąd: Blokowanie dyslokacji na granicach ziarn Aby poślizg mógł przejść do drugiego ziarna źródło musi być aktywowane przy określonym krytycznym naprężeniu*źródło. Zatem wymagane przyłożone zewnętrzne naprężenie wyraża się wzorem: dis= z - f Zalezność Halla Petcha: y = o + kyd-1/2
Efekty zależności Halla-Petcha • Wpływ wielkości ziarna na granicę plastyczności (dolną) miękkiej stali (z max 0,1% C). • Uwagi: • Zakres wielkości ziarn - typowydlametalicznych materiałów inżynierskich - (jedynie wielkość ziarn martenzytumoże wynosić około 10nm) - (wperlicie, płytki-granice międzyfazowe mogą być oddalone od siebie o kilka m). • ~3krotnywzrost granicy plastyczności w podanym zakresie wielkości ziarna • Zmiana wytrzymałości wraz z temperaturą • Stosunkowo wysoka σo: spowodowana wpływem jeszcze innych niż tylko przez granice ziarn mechanizmów umocnienia (np. umocnienie roztworowe).
Umocnienie odkształceniowe Umocnienie odkształceniowe – zjawisko wzrostu wytrzymałościmetali w trakcie ich deformacji plastycznejponiżejtemperaturyrekrystalizacji-wynikwzajemnego oddziaływaniadyslokacji. Nieruchome dyslokacjeblokujądyslokacje zdolne do ruchu – dyslokacje stają się przeszkodami w ruchu dla samych siebie (przecinanie się dyslokacji prowadzi do powstania silnych przeszkód w postaci nieruchomych uskoków). Żelazo z 3,25% Si = 20% = 0% gdzie: -stała (0,4 dla metali o sieci A1 i 0,2 dla metali o sieci A2; - gęstość dyslokacji = Gb()1/2
Umocnienie odkształceniowe • Rozmnażanie się dyslokacji – symulacja komputerowa zjawiska umocnienia odkształceniowego Deformacja monokryształu miedzi Cu o rozmiarze 15 m.. Kierunek naprężenia rozciągającego pokrywa się z kierunkiem krystalograficznym [100], narzucona szybkość odkształcenia wynosiła 50 na sekundę, osiągnięte odkształcenie plastyczne odpowiada 0,1% http://zig.onera.fr/%7Edevincre/DisGallery/index.html
Umocnienie odkształceniowe – monokryształów i polikryształów Wykres rozciągania w układzie σ – ε dla czystego aluminium (polikrystalicznego i monokryształu). Dla monokryształów, styczne naprężenie tnące dla jednego systemu poślizgu: Przy odkształceniu plastycznym: Dla polikryształów: gdzie: M jest współczynnikiem uśrednionym dla wszystkich ziaren. Dlametali o sieci A1 i A2 , współczynnik „Taylora”, M 3,1
Mechanizm umocnienia Natura przeszkód Mocne (M) lub słabe (S) Reguła umocnienia Umocnienie odkształceniowe Inne dyslokacje M Umocnienie przez granice ziarn Granice ziarn M Umocnienie roztworowe Rozpuszczone atomy S Umocnienie wydzieleniowe Małe, koherentne cząstki S Umocnienie dyspersyjne Duże, niekoherentne cząstki M Podsumowanie – mechanizmy umocnienia metali
Preferowane właściwości dla metali bazowych - przeznaczonych do tworzenia „mocnych” stopów • Dostępność i niska cena; • Układ regularny: - duża liczba systemów poślizgu i wynikająca z niej dobra ciągliwość, • Łatwość rozpuszczania w szerokim zakresie atomów innych pierwiastków: - możliwość umacniania przez tworzenie roztworu stałego, • Rozpuszczalność obcych atomów zmienna z temperaturą: - możliwość wykorzystania reakcji wydzieleniowych do tworzenia wytrzymałych stopów, • Zdolność do tworzenia twardych związków z dużą ilością innych pierwiastków: - wydzielanie się ich daje silne umocnienie, • Występowanie w kilku odmianach alotropowych (np. Fe, Ti): - możliwość uzyskiwania struktur martenzytyczych (szybkochłodzonych) • Niska gęstość; • Stosunkowo wysoka temperatura topnienia; • Dobra odporność korozyjna; • Bezpieczeństwo dla otoczenia (np. nietrujące, niewybuchowe, niepalne).
Przykłady wykorzystania mechanizmów umacniania metali Stale o zawartości 0.1 – 0.25% C z 1.0 – 1.7% Mn oraz bardzomałą ilością dodatków: V, Ti, Nb. Zastosowanie obróbki cieplno-mechanicznej tj. walcowaniaregulowanego na gorąco w zakresie występowania austenitu γ pozwoliło na uzyskanie bardzo drobnego ziarna w ww. stalach – umocnienie odkształceniowe i przez granice ziarn. W trakcie tego walcowaniazachodzą dwa przeciwstawne sobie procesy: - zmniejszanie wielkości ziarn w wyniku zmniejszenia szybkości zdrowienia i rekrystalizacji statycznej; - dyfuzyjnie kontrolowany rozrost ziarn. Mikrododatki Nb, Ti i V tworząc fazy międzywęzłowe z C i N wydzielają się podczas walcowania na granicach ziarn i innych defektach sieciowych. Rezultat:mniejszeziarna γ-Fe podczas walcowania, a w konsekwencji po schłodzeniu drobnoziarnista struktura ferrytyczno-perlityczna. Stale mikrostopowe
Stale mikrostopowe (HSLA) Typowe własności stali mikrostopowych: y = 450 650 MPa; Rm = 550 700 MPa; = 10 20% W porównaniu do stali niestopowych niskowęglowych (o tej samej zawartości C) stale te wykazują prawie dwukrotnie większą granicę plastyczności i wytrzymałość na rozciąganie, charakteryzują się bardzo dobrą ciągliwością i spawalnością. Zastosowanie: Cienkie blachy karoseryjne, taśmy, blachy grube dla przemysłu motoryzacyjnego i okrętowego.
Stale martenzytyczne starzejące - maraging Stale te praktycznie nie zawierają C (0.03% max) Umocnienie roztworowe, odkształceniowe i wydzieleniowe „Filozofia ich budowy” • Punkt wyjścia: stopFe z 18-20% Ni – daje to 100% martenzytu przy chłodzeniu na powietrzu – nie jest on twardy (~ 700MPa) ani kruchy – bez C. • Dodatek 2-3% Mo and 1% Ti – starzeniew 475-525ºC (kilka godzin) w celu uzyskania wydzieleń typu Ni3Ti,Fe7Mo6 – Ti wiąże węgiel – obniżają temperatury Ms, Mf. • Dodatek ~8% Co – obniżarozpuszczalność Mo w Fe; stądzwiększa ilość wydzieleń – podnositemperatury Ms, Mf. • Inne możliwedodatki: – V, Nb, W, Cu… więcejwydzieleń – Cr –zwiększenie odporności korozyjnej Przemiana martenzytyczna w stopie Fe-Ni
Stale martenzytyczne starzejące - maraging Wydzielenia Ni3Ti i Fe7Mo6 w przestarzonej stali maraging
Obróbka cieplna i typowe własności mechaniczne standardowej stali maraging (18Ni) Grade Heat treatment(a) Tensile strength Yield strength Elongation in 50 mm (2 in.), % Reduction in area, % Fracture toughness MPa ksi MPa ksi MPa ksi 18Ni(200) A 1500 218 1400 203 10 60 155-240 140-220 18Ni(250) A 1800 260 1700 247 8 55 120 110 18Ni(300) A 2050 297 2000 290 7 40 80 73 18Ni(350) B 2450 355 2400 348 6 25 35-50 32-45 18Ni(Cast) C 1750 255 1650 240 8 35 105 95 Stale martenzytyczne starzejące - maraging (a) Treatment A; solution treat 1 h at 820 °C (1500 °F), then age 3 h at 480 °C (900 °F). Treatment B: solution treat 1 h at 820 °C (1500 °F), then age 12 h at 480 °C (900 °F). Treatment C: anneal 1 h at 1150 °C (2100 °F), age 1 h at 595 °C (1100 °F), solution treat 1 h at 820 °C (1500 °F) and age 3 h at 480 °C (900 °F)
Dobre cechy • nie wymagają szybkiego chłodzenia • brak problemów z pękaniem • odkształcalna iskrawalnawstanie martenzytycznym • może być obrabiana plastycznie na zimno i na gorąco • Dobra spawalność • Może być poddawana azotowaniu (lub węgloazotowaniu) w trakcie starzenia Bardzo dobra kombinacja wytrzymałości z ciągliwością • typowa σy = 2000 MPa • typowa KIc = 100 MPam1/2 • Zachowuje taką wytrzymałość do 500ºC Z drugiej strony... • Bardzodroga (£20 000 / T, 1988) • ZawieraCo – metal „strategiczny” zograniczonymi zasobamii niestabilnymi cenami • Gatunki bezCo – będą rozwijane. • Wytrzymałość zmęczeniowa i odporność na zużycie ścierne nie tak dobra jak można by oczekiwać po ich σy i KIc. Stale martenzytyczne starzejące - maraging
Stale martenzytyczne starzejące - maraging Przemysł kosmiczny i lotniczy: – obudowy silników rakietowych – wały napędowe silników odrzutowych – podwozia samolotów – przegubydoskrzydeł o zmiennej geometrii – amortyzatoryw pojazdach księżycowych • Przemysł motoryzacyjny: – wały napędowe – korbowody – zawory silnikowe • Oprzyrządowanie – Stemple pras do wyciskania – przekładnie obrabiarek – kokile do odlewania Al i Zn – tarcze podziałowe – walce – wałki wielowypustowe
Superstopy Stopy na bazie Ni „Nimonics, Hastelloys, Inconels– umocnienie roztworowe i wydzieleniowe Obróbka cieplna tych stopów składa się z: przesycania z temperatury 1100-1200oC w powietrzu, i starzenia zależnie od gatunku w temperaturze 700-850oC przez 1520 godzin. Kluczowym komponentem mikrostruktury są wydzielenia fazy ’tj.(Ni,Fe)3Alo sieci A1 koherentnie związane z osnową Ni. Faza ta zwiększa wytrzymałość na pełzanie. Współczesne superstopy zawierają ok.60 - 85% ’ Nikiel pełni rolę „kleju” trzymającego wydzielenia fazy ’ razem.
Superstop Skład chemiczny, % Ni Cr Co Mo W Nb Al Ti Fe Mn Si C B Zr inne Hastelloy C-22 51.6 21.5 2.5 13.5 4.0 . . . . . . . . . 5.5 1.0 0.1 0.01 . . . . . . 0.3 V Hastelloy C-276 . . . 15.5 2.5 16.0 3.7 . . . . . . . . . 5.5 1.0 0.1 0.01 . . . . . . 0.3 V Hastelloy G-30 42.7 29.5 2.0 5.5 2.5 0.8 . . . . . . 15.0 1.0 1.0 0.03 . . . . . . 2.0 Cu Hastelloy X 47.0 22.0 1.5 9.0 0.6 . . . . . . . . . 18.5 0.5 0.5 0.10 . . . . . . . . . Inconel 600 76.0 15.5 . . . . . . . . . . . . . . . . . . 8.0 0.5 0.2 0.08 . . . . . . . . . Inconel 601 60.5 23.0 . . . . . . . . . . . . 1.4 . . . 14.1 0.5 0.2 0.05 . . . . . . . . . Inconel 617 54.0 22.0 12.5 9.0 . . . . . . 1.0 0.3 . . . . . . . . . 0.07 . . . . . . . . . Inconel 625 61.0 21.5 . . . 9.0 . . . 3.6 0.2 0.2 2.5 0.2 0.2 0.05 . . . . . . . . . Inconel 706 41.5 16.0 . . . . . . . . . 2.9 0.2 1.8 40.0 0.2 0.2 0.03 . . . . . . . . . Inconel 718 52.5 19.0 . . . 3.0 . . . 5.1 0.5 0.9 18.5 0.2 0.2 0.04 . . . . . . . . . Nimonic 75 76.0 19.5 . . . . . . . . . . . . . . . 0.4 3.0 0.3 0.3 0.10 . . . . . . . . . Nimonic 80A 76.0 19.5 . . . . . . . . . . . . 1.4 2.4 . . . 0.3 0.3 0.06 0.003 0.06 . . . Nimonic 90 59.0 19.5 16.5 . . . . . . . . . 1.5 2.5 . . . 0.3 0.3 0.07 0.003 0.06 . . . Nimonic 105 53.0 15.0 20.0 5.0 . . . . . . 4.7 1.2 . . . 0.3 0.3 0.13 0.005 0.10 . . . Nimonic 115 60.0 14.3 13.2 . . . . . . . . . 4.9 3.7 . . . . . . . . . 0.15 0.160 0.04 . . . Nimonic 263 51.0 20.0 20.0 5.9 . . . . . . 0.5 2.1 . . . 0.4 0.3 0.06 0.001 0.02 . . . Superstopy Składy chemiczne wybranych superstopów na bazie Ni (wg normy amerykańskiej ASTM)
Wpływ Iron base Cobalt base Nickel base Wywołują umocnienie roztworowe Cr, Mo Nb, Cr, Mo, Ni, W, Ta Co, Cr, Fe, Mo, W, Ta Stabilizują sieć A1 (osnowy) C, W, Ni Ni . . . Tworzą węgliki typ MC Ti Ti, Ta, Nb W, Ta, Ti, Mo, Nb typ M7C3 . . . Cr Cr typ M23C6 Cr Cr Cr, Mo, W typ M6C Mo Mo, W Mo, W Tworzą węglikoazotki C, N C, N C, N Tworzą ' Ni3 (Al, Ti) Al, Ni, Ti . . . Al, Ti Opóżniają tworzenie hexagonalnej fazy (Ni3Ti) Al, Zr . . . . . . Podwyższają temperaturę rozpuszczania ’ . . . . . . Co Tworzą wydzielenia i/lub fazy międzymetaliczne Al, Ti, Nb Al, Mo, Ti, W, Ta Al, Ti, Nb Tworzą ’’ (Ni3Nb) . . . . . . Nb Zwiększają odporność na utlenianie Cr Al, Cr Al, Cr Zwiększają odporność korozyjną w wysokich temper. La, Y La, Y, Th La, Th Zwiekszają odporność na dwutlenek siarki Cr Cr Cr Zwiększają ciagliwość B B, Zr B, Zr Powodują segregację na granicach ziarn . . . . . . B, C, Zr Ułatwiają przeróbkę plastyczną . . . Ni3Ti . . . Superstopy Rola daodatków stopowych w superstopach na bazie żelaza, kobaltu i niklu
Alloy Form Ultimate tensile strength at 21 °C 540 °C 650 °C 760 °C 870 °C MPa ksi MPa ksi MPa ksi MPa ksi MPa ksi Hastelloy C-22 Sheet 800 116 625 91 585 85 525 76 . . . . . . Hastelloy G-30 Sheet 690 100 490 71 . . . . . . . . . . . . . . . . . . Hastelloy S Bar 845 130 775 112 720 105 575 84 340 50 Hastelloy X Sheet 785 114 650 94 570 83 435 63 255 37 Inconel 600 Bar 660 96 560 81 450 65 260 38 140 20 Inconel 601 Sheet 740 107 725 105 525 76 290 42 160 23 Inconel 617 Bar 740 107 580 84 565 82 440 64 275 40 Inconel 617 Sheet 770 112 590 86 590 86 470 68 310 45 Inconel 625 Bar 965 140 910 132 835 121 550 80 275 40 Inconel 706 Bar 1310 190 1145 166 1035 150 725 105 . . . . . . Inconel 718 Bar 1435 208 1275 185 1228 178 950 138 340 49 Nimonic 75 Bar 745 108 675 98 540 78 310 45 150 22 Nimonic 80A Bar 1000 145 875 127 795 115 600 87 310 45 Nimonic 90 Bar 1235 179 1075 156 940 136 655 95 330 48 Nimonic 105 Bar 1180 171 1130 164 1095 159 930 135 660 96 Nimonic 115 Bar 1240 180 1090 158 1125 163 1085 157 830 120 Nimonic 263 Sheet 970 141 800 116 770 112 650 94 280 40 Nimonic 942(b) Bar 1405 204 1300 189 1240 180 900 131 . . . . . . Superstopy Wytrzymałość na rozciąganie wybranych superstopów na bazie Ni
Alloy Form Rupture strength At 650 °C At 760 °C At 870 °C At 980 °C MPa ksi MPa ksi MPa ksi MPa ksi Nickel base Hastelloy S Bar . . . . . . 90 13 25 4 . . . . . . Hastelloy X Sheet 215 31 105 15 40 6 15 2 Haynes 230 . . . . . . . . . 125 18 55 8 15 2 Inconel 587(a) Bar . . . . . . 285 41 . . . . . . . . . . . . Inconel 597(a) Bar . . . . . . 340 49 . . . . . . . . . . . . Inconel 600 Bar . . . . . . . . . . . . 30 4 15 2 Inconel 601 Sheet 195 28 60 9 30 4 15 2 Inconel 617 Bar 360 52 165 24 60 9 30 4 Inconel 617 Sheet . . . . . . 160 23 60 9 30 4 Inconel 625 Bar 370 54 160 23 50 7 20 3 Inconel 706 Bar 580 84 . . . . . . . . . . . . . . . . . . Inconel 718 Bar 595 86 195 28 . . . . . . . . . . . . Nimonic 75 Bar 170 25 50 7 5 1 . . . . . . Nimonic 80A Bar 420 61 160 23 . . . . . . . . . . . . Nimonic 90 Bar 455 66 205 30 60 9 . . . . . . Nimonic 105 Bar . . . . . . 330 48 130 19 30 4 Nimonic 115 Bar . . . . . . 420 61 185 27 70 10 Superstopy Wytrzymałość na pełzanie Rz/1000 wybranych superstopów na bazie Ni