Download
1 / 13
130 likes | 318 Views
GRAFICA DE CONTROL P. Integrantes: María del Carmen Juárez Montes (registrador) Francisco Javier Contreras Cornejo (portador) Pedro Cornejo Sánchez (líder).

E N D
GRAFICA DE CONTROL P Integrantes: María del Carmen Juárez Montes (registrador) Francisco Javier Contreras Cornejo (portador) Pedro Cornejo Sánchez (líder)
gráfico de control p de fracción defectuosa, se considera el total de la producción, de una hora, un turno o de un día, como una muestra y como esta es variable en general, nos quedan muestras de tamaño variable
Los fundamentos teóricos en que se basa el gráfico de control de fracción defectuosa p, con tamaño de muestra variable, son los mismos fundamentos del gráfico de control p para un tamaño de muestra constante. • De la misma manera, los límites de control para el gráfico p con tamaño de muestra variable, se derivan de los límites de control del gráfico p con tamaño constante.
los límites de control para este caso es: • Ahora, si tenemos que los tamaños de muestra en lugar de ser constante, son variables, solamente tenemos que sustituir en la ecuación anterior, el valor de n, por el valor de cada muestra particular .
Límites de control basados en los valores muestrales • (a) Los límites de control de muestras de tamaño variable serían: Donde: Límites de control basados en los valores estándar • (b) Si se conoce el valor estándar de p, podemos calcular los límites de control con base en el valor de p, sustituyendo este valor, en lugar de en las fórmulas anteriores.
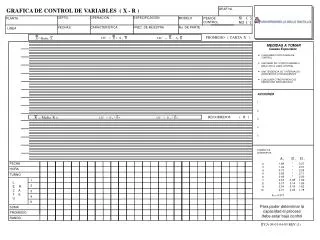
Ahora veremos un ejemplo de este tipo de gráfico de control. • En la siguiente figura tenemos los datos de 24 muestras de producto producido por turno. En la columna producción tenemos el total de producto fabricado por turno. La columna Producto Defectuoso nos indica el número de artículos defectuosos por turno; la columna Número de Defectos nos indica el número de defectos encontrados en la producción de cada turno, nótese que por cada turno el número de defectos es mayor o igual que el número de defectuosos, ya que un artículo defectuoso puede tener uno o más defectos.
Finalmente tenemos la columna de Fracción Defectuosa, la fracción defectuosa de un turno se calcula dividiendo el número de productos defectuosos por la producción de ese turno, es decir, los valores de la columna D divididos por los valores de la columna C.
Ahora bien de las ecuaciones de la Figura 2, vemos que para calcular estos límites necesitamos el valor p barra, que es una estimación de la fracción defectuosa y ni, que es el tamaño de muestra de cada turno. Es decir, tendremos límites de control de diferentes tamaños, debido a que los tamaños de muestra son variables.
El valor de p barra es entonces: Entonces tenemos ya el valor de p barra y los valores de ni, los cuales son los artículos producidos en cada turno (tamaño de muestra), cuyos valores se muestran en la columna C de la Figura 1. Ya con esto, calculamos los límites de control con las fórmulas de la Figura 1. Los valores se muestran en las columnas K, L y M de la siguiente figura.
Por otra parte, en la columna J, de la figura anterior, tenemos la fracción defectuosa de cada muestra o turno, está se calcula para cada turno, dividiendo el número de defectuosos del turno por el total de artículos producidos. • Con los valores de las cuatro columnas de la Figura 4, podemos construir el gráfico de control.
Con los datos de la Figura 4, el gráfico de control nos quedaría así: