Download

1 / 38
380 likes | 391 Views
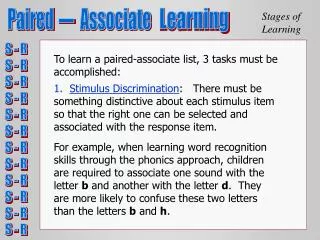
Learn how Standardized Operations establish a baseline for continuous improvement, reduce variation, and meet customer requirements efficiently. Discover benefits, key concepts, and necessary conditions.

E N D
Standardized perations WASTE
Purpose of Standardized Operations • Establish a baseline for Continuous Improvement • Reduce the variation within tasks in a process • Ensure operators are consistently performing the same tasks and procedures • Identify what tasks are value added • Set up the process to satisfy the Customer’s requirements, (TAKT), no more, no less
Standardized Operations • Basis of a “lean” organization • Efficient production sequence • Foundation for • - Waste reduction • - Problem solving • - Quality control “Standardization is the road to continual improvement.” W. E. Deming, July 15, 1992
Standardized OperationsTwo Key Concepts • Standard Operations • “Do it the same every time” • Line Balancing • Every operation takes the same amount of time to produce one part based on customer requirements
Can you have a balanced line without Standardized Operations? Can you have Standardized Operations without a balanced line?
Is the goal a balanced line? Is the goal Standardized Operations?
Standardized Operations Definition: Operations safely carried out with all tasks organized in the best known sequence, and by using the most effective combination of resources: • People • Materials • Methods • Machines
Standardized OperationsRelationship to Variation High Variation Low Standardization High
There Can Be No Continuous Improvement Where There Is No Standardization
Standardized OperationsNecessary Conditions • Consistent and repeated operations • Work operations should be adjusted for human • ease and effectiveness (based on human motion) • All equipment and resources kept in good condition • to maintain a high quality product
Standardized Operations • Benefits: • Organizes job elements into a smooth sequence • Improves physical layout to support individual • Provides process control and reduces build variation • Provides a training tool for new employees • Offers information in an easily understood format • Prompts level production • Improves safety • Improves communication and understanding • Establishes a base for Continuous Improvement
Standardized OperationsThe Process Standardized Operations Customer Cycle Time Standard Work-in-Process Work Sequence
Time available Customer Cycle Time = Quantity required Standardized Operations Basic elements: • Standard work-in-process: • Minimum amount of work-in-process necessary to maintain a smooth operation • Work sequence: • Employee's sequence of work • Same order of work every time • Customer cycle time: • Time it should take to complete a process based on customer demand
Standard Work-in-Process The standard work-in-process is the minimum running stock to be kept at the work station so work can be performed repeatedly, in the same sequence and with the same movements, while following the standardized work sequence. Standardized work-in-process is very important because it can have an effect on maintaining quality, workability, and safety.
Standard Work-in-Process Basic Rules • Automatic operations require standard work-in-process stock to enable the worker to be separated from the automatic machine cycle. • The number of standard work-in-process stock may be determined by standard tote quantities, if one piece flow does not exist.
Condition Example Standard in-Process Stock Process 1 (Automatic) Process 2 (Automatic) Automatic Operation Operator moving same direction as product flow Manual Operation Operator moving same direction as product flow Automatic Operation Operator moving opposite direction of product flow Manual Operation Operator moving opposite direction of product flow 1 piece each station (one piece in each machine) Zero (work piece is carried, manual work done at each machine) 2 pieces each station (one piece in each machine one piece by each machine) 1 piece each station (one piece by each machine) 2 3 RM FG 1 4 Process 1 (Manual) Process 2 (Manual) 2 3 RM FG 1 4 Process 1 (Automatic) Process 2 (Automatic) 3 2 RM FG 4 1 Process 1 (Manual) Process 2 (Manual) 3 2 RM FG 4 1 Standard Work-in-Process
Work Sequence • Refers to the sequence of activities that each worker performs to complete one cycle time. • When the work sequence is carefully followed: • Workers produce quality goods / services in the • most efficient way • The chance of equipment damage or other major • problems will be minimized • No steps will be forgotten • Multi-skilled workers are required
Standardized OperationsMotion Analysis: A Waste Elimination Tool Pre- Position Release Reach Hold Search Position Grasp Move
Standardized OperationsMotion Analysis: A Waste Elimination Tool Options to Consider • Holding device, suspend tools • Rotating fixture, guide • Stacking device Pre- Position • Options to Consider • Reduce distances Reach
Standardized OperationsMotion Analysis: A Waste Elimination Tool Search Options to Consider • Articles properly identified • Better layout, transparent containers • Pre-position tools and parts • Options to Consider • More than one part at a time • Use vacuum, magnet • Lip on front of bin, contact grasp • Pre-position tools on swinging bracket • Have previous operator pre-position parts/tools Grasp
Standardized OperationsMotion Analysis: A Waste Elimination Tool Move Options to Consider • Eliminate or shorten • Gravity chute, conveyor vs. hand • Eliminate sharp direction change • Options to Consider • Use guide, funnel, stop, pilot, bushing • Countersink holes, locating pin • Pilot, recess, or chamfer • Can tolerance be changed? • Can template be used? Position
Standardized OperationsMotion Analysis: A Waste Elimination Tool Hold Options to Consider • Use vise, pin, rack, clip, vacuum, hook • Magnetic device, friction • Twin holding fixture • Options to Consider • Make it in transit • Use mechanical ejector • Release multiple units • At end of release, are hands • in best position for the next element? Release
Customer Cycle Time Total net operating time per shift or day = x 60 Total customer(s) requirements needed per shift or day Example: 480 min./shift - 20 min AM break - 20 min PM break 440 min. net operating time per shift Customer Cycle Time 440 = = .44 x 60 = 26.4 sec/part 1000 Customer Cycle Time Customer cycle time is the time which should be taken to produce a part or assembly based on customer demand. This time is sometimes also referred to as “takt time”. Customer cycle time is calculated as follows: Customer Cycle Time
Operation Cycle Time • Machine Time • Measure cycle time of machine • Operator Cycle Time • Watch operator, noting all movements, with distances, forces and ease of operation • Use Standard Time Data books to look up times • Chart data onto wall, separating work elements that are transferable • Compare total Operation Cycle Time to Customer Cycle Time
Operation Cycle Time Chart Customer Cycle Time Time Operator C Operator A Operator B
Delay in operation Needs for Improvements Standard Waiting Customer Cycle Time Operator Cycle Time Operator “A” Operator “B” Customer Cycle Time Provides a Standard for Improvement Customer Cycle Time > Operator Cycle Time = Overproduction / Waiting Customer Cycle Time < Operator Cycle Time = Underproduction / Delay Customer Cycle Time = Operator Cycle Time = IDEAL
Standardized Operations This chart displays the observed cycle time for all operations connected to a specific process, in relation to the customer cycle time. ----------------------------------------------------------------- Customer Cycle Time 6 4 6 5 3 2 4 5 4 4 3 3 3 3 2 2 1 2 2 1 1 1 1 A B C D E
Standardized Operations • The traditional approach to process balancing: ----------------------------------------------------------------- Customer Cycle Time A B C D E
Standardized Operations A better approach to process balancing: ----------------------------------------------------------------- Customer Cycle Time A B C D E
55 / 75 55 Minutes per hour 75% Value Added Content
Ways to help achieve 55 / 75 • Communication • Training • Standardized Operations • Work rules • Job rotation • Zero ergonomic stresses • Error proofing • Proper layout design • Proper part presentation • Synchronous devices • Tool trays • Part dispensers • Aprons • Man-machine integration
Standardized Operations are required to sustain 55 / 75
Standardized OperationsWork Forms - Next Steps • Combine all the information and a layout of the worksite onto the worksheet and layout form as documentation of the process. • Record the three essential standards (customer cycle time, work sequence and standard work-in-process) • Quality checks, safety warning symbols and other key information necessary to carry out the operation • Display the sheet on station, in the most understandable format • Use as a training tool for new operators
OPERATION: 430 60 sec. Fixture FROM:___________________________ QUANTITY PER SHIFT:______________ CUSTOMER CYCLE TIME:__________________ Motor mount Shoot bolts 1 51 sec. TO: _____________________________ SHIFT:________ OPERATOR CYCLE TIME:__________________ STANDARD IN- QUALITY ELEMENT TIME CRITICAL STEP NO. Q C WORK ELEMENT SAFETY PROCESS STOCK OPERATION CHECK HAND WORK MACHINE WALK 1 6 Get fixture, bolt, clip motor mount, & walk to car 3 2 4 Set motor mount with fixture 3 17 Install clip, route harness, remove wire 1 2 MATERIAL RACK 4 Walk to rack, get gun and return to car 1 3 100 5 Shoot motor mount 200 100 1.5 6 4 Walk to get “L” gun, 2 bolts, and return to car 1.5 7 5 Shoot 2 bolts, walk to rack 1 6 2 8 8 Start next car 4 2 3 5 7 C 10 VEHICLE WORKSTATION AREA DRAWN TO SCALE 41 0 10 TOTAL Standardized Operations Worksheet And Layout
19 4 Files Files Files 17 14 13 15 16 Files 10 Files Files 9 2 3 Files 1 20 8 Fax 18 6 21 11 5 12 7 TOTAL Standardized Operations Worksheet & Layout Operation From:___________________ Customer cycle time:__________________ Quantity per shift:_____________ Front Desk Clerk Operator cycle time:__________________ To: _____________________ Shift:___________ Element Time Step No. Standard in-process stock Work Element Q C Critical operation Safety Quality check Hand Machine Walk 1 Greet patient .25 2 Ask patient to sign in .25 3 Collect insurance card .50 4 Copy insurance card .25 5 Return card to patient .25 6 Answer phone .25 7 Give directions to clinic .50 8 Look for pt. record in files 3 9 Look for pt. record in files 6 10 Look for pt. record in files 8 11 Answer phone .25 12 Give directions to clinic .50 13 Look for pt. record in files 3.75 14 Look for pt. record in files 4 15 Pull file card .50 16 Verify pt. name & # .25 17 Retrieve pt. record 2 18 Call tx area to notify pt in .25 19 Escort pt. to 2nd sign-in .25 20 Fax insurance info .25 21 Sort & assemble pt. info. .25 29 2.5 Copier .25 .25 .25 .25 .25 .25 .25 .25 .25 .25 .50 .50 .50 4 H A L L W A Y Card File Front Desk Workstation area drawn to scale
Standardize Improve Expose Problem Solve Problem Standardized OperationsContinuous Improvement



![CP = E[ s 2 , s 5 , s 1 , s 3 , s 2 ’ , s 3 ’ , s 4 , s 1 ’ , s 4 ’ , s 5 ’ ] S[] I[]](https://cdn3.slideserve.com/6546826/slide1-dt.jpg)