Download
1 / 58
1.27k likes | 2.73k Views
SISTEME FLEXIBILE DE FABRICATIE Notiuni introductive Conceptul de sistem flexibil de fabricatie. Sisteme de fabricatie specializate : grad inalt de rigiditate foarte putin rentabile in cazul unor modificari substantiale ale produsului de baza

E N D
SISTEME FLEXIBILE DE FABRICATIE • Notiuni introductive • Conceptul de sistem flexibil de fabricatie TPSEM - CURS 7
Sisteme de fabricatiespecializate: • grad inalt de rigiditate • foarte putin rentabile in cazul unor modificari substantiale ale produsului de baza • nu raspund noilor cerinte de orientare spre loturi mici de fabricatie Presupun o mai mare flexibilitate si versatilitate a sistemelor de fabricatie TPSEM - CURS 7
Versatilitate – capacitate sporita de adaptare si raspuns la variatii fundamentale ale cerintelor de productie Flexibilitate – conceptul trebuie definit numai prin raportare la eficienta economica TPSEM - CURS 7
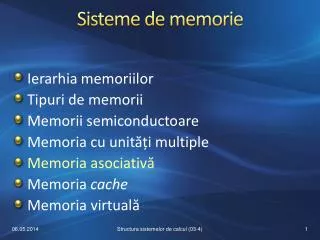
Flexibilitate Posturi independente Productie manufacturiera Sisteme flexibile de fabricatie Celule de fabricatie Productie de masa Linii specializate de fabricatie Eficienta economica Serie mica Serie mare Serie medie TPSEM - CURS 7
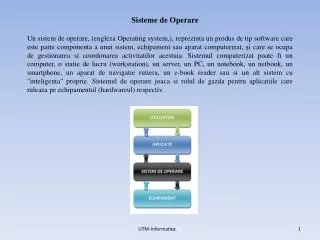
Sistem flexibil de fabricatie (SFF) Se refera la un grup de masini-unelte cu comanda numerica si de statii de lucru conectate prin sisteme de manipulare si controlate printr-un calculator. Zona masinilor de lucru (celule de fabricatie) Zona de incarcare – descarcare, manipulare TPSEM - CURS 7
Componente de baza ale unui SFF • Masini-unelte • Reprezinta coloana verticala a sistemului • Se pot utiliza masini-unelte de diferite tipuri, centre de prelucrare, verticale sau orizontale • Trebuie sa fie cu comanda numerica • Statii de lucru • Se utilizeaza pentru incarcare, descarcare, stocare si inspectie • Subsistem de transport • Asigura transportul intre statiile de lucru • Include: benzi transportoare, vehicule cu remorca, vehicule pe sine, vehicule cu ghidare automata (AGV -automated guided vehicle) • Sisteme de manipulare/prelucrare • roboti industriali • Controlerul de sistem • Un computer ce controleaza intreg sistemul TPSEM - CURS 7
Tipuri de procesari in SFF • Procesare materiala O inlantuire logica a mai multor ateliere flexibile de fabricatie, fiecare din acestea fiind constituit din una sau mai multe celule flexibile de fabricatie. • Utilizarea MU cu comanda numerica • Utilizarea MU DNC – Direct numerical control: un singur calculator este destinat conducerii unui grup de MU • Utilizarea MU CNC – computer numerical control: fiecare masina are incorporat un mini sau microcalculator • Introducerea robotilor care au preluat din functiile tehnologice ce ridica probleme deosebite dpdv al conditiilor de lucru • Dispozitivele conexe (auxiliare) TPSEM - CURS 7
Procesare informationala • Se obtine prin integrarea tuturor sistemelor de conducere (automate programabile, calculatoare de proces, calculatoare personale) intr-o structura ierarhizata, destinata optimizarii functiei productive • CIM (Computer Integrated Manufacturing) – utilizarea tehnicii numerice in diverse faze ale productiei: • CAD (Computer Aided Design) – utilizarea calculatorului pentru proiectarea integrala a produselor si obtinerea directa a programelor de conducere necesare SF • CAM (Computer Aided Manufacturing) - utilizarea calculatorului ca echipament de conducere a diverselor masini si utilaje • CAP (Computer Aided Planning) - utilizarea calculatorului pentru rezolvarea aspectelor economice ale productiei • CAQ (Computer Aided Quality) - utilizarea calculatorului in controlul calitativ interfazic si final al fiecarui produs • CAS (Computer Aided Service) - utilizarea calculatorului pentru crearea unor facilitati speciale de depanare intr-un sistem de fabricatie prin functii specifice (autotest, autodiagnoza, etc) TPSEM - CURS 7
CELULA FLEXIBILA DE FABRICATIE (CFF) – element de baza, constitutiv intr-un SFF Statie de lucru (centru de prelucrare) Masina-unealta Sistem de manipulare (robot) TPSEM - CURS 7
CELULA FLEXIBILA DE FABRICATIE – dpdv al procesarii materiale - Una sau mai multe MU-CNC pentru diferite categorii de operatii (strunjire, frezare, gaurire, etc) Unul sau mai multi roboti (pentru operatii de tip incarcare/descarcare, transfer,paletizare/depaletizare, sudura, vopsitorie, etc) Utilaje specifice clasei de operatii efectuate in celula (tratamente chimice si/sau termice, prelucrari prin electroeroziune, magazii tampon, etc) TPSEM - CURS 7
CELULA FLEXIBILA DE FABRICATIE – dpdv al procesarii informationale - Planificarea si coordonarea tuturor programelor de comanda pentru intreaga dotare tehnica Planificarea si gestionarea miscarii sculelor, a obiectelor prelucrate,a subansamblurilor,etc Supervizarea intregii functionari in vederea optimizarii,autodiagnoza si autoservice TPSEM - CURS 7
CFF 1 CFF 2 … CFF N ATELIER FLEXIBIL DE FABRICATIE Magazii automate Modificarea tipului de produs realizat la nivelul AFF presupune numai activitatea de reprogramare Functii pregatitoare si finale automate Functiile de planificare sunt realizate de un calculator TPSEM - CURS 7
SISTEME AUTOMATE DE FABRICATIE TPSEM - CURS 7
Cuprind un ansamblu de statii automate de procesare, interconectate prin unul sau mai multe dispozitive automate de transfer, intre care, uneori sunt intercalate si posturi manuale Pentru operatii dificil de realizat in varianta automata si nu justifica investitia in echipamente specializate Nu exista posibilitati financiare momentane pentru completarea investitiei (asamblari speciale, reglaje finale sau intermediare, inspectie, ambalare finala, etc); TPSEM - CURS 7
XXXX YYY SIMBOLURI FOLOSITE: • Statia de procesare Cap de prelucrare Simbolul procesului PROC – statie de prelucrare ASBY – statie de asamblare INSP – statie de inspectie SORT – statie de sortare Masina, echipament, dispozitiv, etc Modul de functionare a statiei AUT – statie automata MAN – statie manuala TPSEM - CURS 7
Faza procesarii Materie prima sau semifabricat de baza Procesare intermediara (semifabricat in timpul procesarii) Produs finit • Magaziile tampon de stocare (buffere) TPSEM - CURS 7
Sistemul de transfer dintre statii Sensul sagetii indica sensul normal al transferului in timpul procesarii • Functiile de control in procesarea informationala Sensul sagetii indica sensul transferului principal de date TPSEM - CURS 7
Buffer Flux de transfer Produs finit PROC AUT ASBY MAN PROC AUT INSP MAN Statia 1 Statia 3 Statia n Statia 2 Reprezentarea simbolica a unui sistem automat de fabricatie Semifabricat de baza TPSEM - CURS 7
TIPURI DE SISTEME AUTOMATE DE FABRICATIE: • Dupa modul de organizare a fluxurilor de procesare se pot distinge: • Cu flux serial • Cu flux paralel • Cu flux mixt TPSEM - CURS 7
Sisteme automate de fabricatie cu flux serial - cel mai uzual mod de organizare a fabricatiei, in situatia in care productia are un caracter stabil sau cvasistabil, comenzi mari si relativ constante in timp, volum mare de procesare. Pentru cele cu dispunere liniara • Se caracterizeaza prin existenta simultana a (m) sau (m-2) semifabricate aflate in diverse faze de procesare, numarul lor fiind egal cu cel al statiilor Pentru cele cu dispunere circulara (sunt prevazute 2 statii suplimentare pentru incarcarea semifabricatului de baza si extragerea produsului finit) OBS. m este numarul de statii • O buna eficienta se obtine pentru un numar de statii cuprins intre 8-16 cu un optim pentru 12. TPSEM - CURS 7
Dispunere rectangulara Dispunere poligonala • Varianta liniara • Cea mai raspandita solutie de amplasare • Statiile de procesare sunt repartizate in lungimea unui sistem de transfer clasic, de tip conveior sau banda transportoare TPSEM - CURS 7
Varianta circulara • Statiile de procesare sunt repartizate pe o circumferinta • Transferul interfazic este realizat cu ajutorul masinilor de indexare • Este specifica fabricatiei produselor de dimensiuni mici si foarte mici (in industria electronica, electrotehnica, de orologie, etc) • Ocupa o suprafata redusa in mediul uzinal si se reduc distantele de transfer interfazic de la o statie la alta • Masina de indexare introduce totusi un anumit grad de rigiditate, nepermitand, de exemplu, modificarea succesiunii statiilor de procesare sau introducerea cu usurinta a magaziilor tampon. TPSEM - CURS 7
Statia 3 PROC AUT PROC AUT PROC AUT Statia 4 Statia 2 PROC AUT PROC AUT Statia 5 Statia 1 Masina de indexare INPUT OUTPUT TPSEM - CURS 7
Sisteme automate de fabricatie cu fluxuri paralele – se utilizeaza in situatia in care produsul finit necesita un numar mic de operatii, ce pot fi realizate intr-o singura statie de procesare, dar volumul productiei este mare. • Se caracterizeaza prin existenta a (m) semifabricate aflate in aceeasi faza de procesare, numarul lor fiind egal cu cel al statiilor OBS. m este numarul de statii • Timpul de fabricatie este aparent de (m) ori mai mic decat cel real, iar productivitatea este de (m) ori mai mare decat a unei singure statii. • Necesita multiplicarea punctelor de introducere a semifabricatului si a celor de preluare a produsului finit. • Exemple de utilizare: productia reperelor universale( suruburi, piulite, roti dintate, curele de transmisie, etc) TPSEM - CURS 7
PROC AUT PROC AUT PROC AUT PROC AUT Statia 1 Statia 2 Statia 3 Statia n • Varianta liniara TPSEM - CURS 7
PROC AUT Statia 1 Statia 4 PROC AUT • Varianta circulara PROC AUT Statia 2 PROC AUT Statia 3 TPSEM - CURS 7
Sisteme automate de fabricatie cu fluxuri mixte – imbina principiile discutate anterior, in cazul general existand un numar de (n) fluxuri paralele identice, fiecare organizat serial din (m) statii de procesare. • Se caracterizeaza prin existenta a (nxm) semifabricate aflate in diverse faze de procesare. • Variantele cu dispunere circulara sunt mult mai rare datorita complicarii gestiunii intersectiilor dintre fluxurile de transfer. • Acest tip de sistem asigura o reconfigurare dinamica, si anume, defectarea accidentala a unei statii poate fi suplinita in mod dinamic de sistemul de control general prin redistribuirea sarcinilor sale catre celelalte statii de acelasi tip. • Productivitatea este in cazul general de (n) ori mai mare decat cele seriale. TPSEM - CURS 7
TRANSFERUL IN SISTEMELE AUTOMATE DE FABRICATIE • Este realizat cu dispozitive speciale ce asigura : • Deplasarea semifabricatelor intre statiile de procesare • Alte functii auxiliare: fixarea, schimbarea orientarii, etc. • Alegerea tipului de transfer depinde de: • Tipul operatiilor efectuate • Numarul statiilor de procesare • Greutatea si numarul pieselor transportate, existenta posturilor manuale • Viteza de transport impusa TPSEM - CURS 7
Din punct de vedere al principiului de deplasare, transferul poate fi : • Transfer continuu • Transfer sincron (intermitent) • Transfer asincron (la cerere) • Solutii speciale de transfer TPSEM - CURS 7
Transfer continuu – semifabricatul este deplasat continuu, cu viteza constanta, ceea ce necesita adaptarea permanenta a tuturor statiilor de procesare la variabilitatea sa pozitionala. • Se utilizeaza • fie pentru fabricarea produselor de dimensiuni mici, ce pot fi blocate temporar in dreptul statiilor automate de procesare fara a parasi sistemul de transport • fie in cazul produselor cu inertie foarte mare ce suporta mai ales prelucrari in posturi manuale (montaj general automobile) TPSEM - CURS 7
Transfer sincron – semifabricatul este deplasat discontinuu si este stabil la fiecare statie de procesare pe durata operatiilor efectuate, aspect ce favorizeaza procesarea automata. • Se impune ca timpii de procesare ai tuturor statiilor sa fie sensibili egali • Introduce rigoare in transport si este folosit in SAF cu statii exclusiv automate ce realizeaza produse cu inertii mici si medii (repere mecanice, caroserii auto). TPSEM - CURS 7
Transfer asincron – semifabricatul paraseste statia curenta imediat ce operatiile de procesare s-au incheiat si relativ independent de situatia curenta din celelalte statii. • Se creaza avantajul unei anumite continuitati(in timp ce unele semifabricate sunt in faza de procesare, altele sunt supuse procesului de transfer. • Ofera o flexibilitate deosebita, permitand introducerea magaziilor tampon, echilibrarea mai buna a timpilor neuniformi de prelucrare ai statiilor, compensarea statiilor mai lente prin multiplicare si functionare in paralel. • Se utilizeaza in cazul in care SAF include si statii automate si posturi manuale. TPSEM - CURS 7
Transfer paletizat – semifabricatul este asezat pe palete tipizate, special proiectate pentru a crea facilitati de miscare, pozitionare, fixare, prindere/eliberare, preluare a mai multor tipuri de semifabricate, etc. • Este specific SAF in care se realizeaza procese de asamblare sau prelucrari succesive ale aceluiasi semifabricat de baza (industria constructoare de masini) • Paletele purtatoare sunt realizate pe baza imaginii negative a semifabricatului. TPSEM - CURS 7
Solutii speciale de transfer – include un grup de tehnici moderne ce sporesc substantial gradul de flexibilitate al SAF, tinzand spre universalitatea transferului bazata exclusiv pe reprogramare. • Solutii pentru transferul local in SAF • In camp electromagnetic • Prin vibratii • Solutii pentru transferul global in SAF • Sisteme de roboti mobili cu cai de ghidare predefinite sau de roboti mobili autonomi TPSEM - CURS 7
ASPECTE MECANICE SI CONSTRUCTIVE ALE TRANSFERULUI IN SAF • Se pot evidentia trei clase de mecanisme frecvent utilizate • Mecanisme specifice transferului liniar • Mecanisme specifice transferului circular • Mecanisme specifice solutiilor speciale de transfer TPSEM - CURS 7
Mecanisme specifice transferului liniar • Mecanism cu grinda oscilanta Semifabricat Paleta Suport rigid Grinda oscilanta Tija de comanda Sistem de actionare • Intr-un singur ciclu de miscare a grinzii se asigura deplasarea cu un pas a tuturor paletelor cu semifabricate, rezultand deci un transfer sincron. TPSEM - CURS 7
Mecanism conveior cu role Role • Sunt posibile mai multe solutii constructive: • Cu toate rolele antrenate mecanic • Numai cu anumite role antrenate mecanic • Cu rolele libere la rotatie • Impune adoptarea unui transfer paletizat si a unor dispozitive de blocare sau ridicare de pe conveior. TPSEM - CURS 7
Mecanism cu cale conducatoare Roata motoare Roata pentru tensionare M • Calea conducatoare este de regula un lant sau un ansamblu de doua lanturi cu viteze sincronizate • Paletele sunt antrenate de lant datorita prezentei unor gheare mecanice ce realizeaza automat cuplarea mecanica in pozitiile de referinta ale lantului. TPSEM - CURS 7
Dispozitive auxiliare pe traseu: • Sisteme de sustinere si ghidare, ce asigura orizontalitatea anumitor portiuni de traseu, modificari de nivel sau de directie • Sisteme de tensionare sau intindere a transportorului, destinate prevenirii decuplarii mecanice de pe sistemul de antrenare • Sistemul de antrenare, ce poate fi unic sau multiplu, caz in care trebuie rezolvata problema perfectei sincronizari intre vitezele dezvoltate pemntru prevenirea ruperii transportorului. TPSEM - CURS 7
PROC AUT PROC AUT PROC AUT • Transferul liniar cu manipulatoare • O prima solutie este dotarea fiecarei statii cu un manipulator cu 2-3 grade de libertate (mana mecanica) • Toate manipulatoarele incep sincron ciclul specific, preluand de la transportorul principal semifabricatul aferent statiei si introducandu-l in zona de prelucrare • Dupa ce toate manipulatoarele au incheiat ciclul de deservire, transportorul principal avanseaza cu un pas. TPSEM - CURS 7
PROC AUT PROC AUT PROC AUT • O a doua solutie elimina transportorul principal, utilizandu-se un singur manipulator cu o structura cinematica arborescenta (mai multe brate si mai multe terminale) • Dispunerea uzuala este in varianta portal, dar este posibila si amplasarea plana TPSEM - CURS 7
Mecanisme de transfer ce utilizeaza gravitatia Semifabricate Produse finite Evacuare rebuturi Tije ce efectueaza o miscare pe verticala cu trei pozitii TPSEM - CURS 7
Mecanisme specifice transferului circular • Au la baza utilizarea masinilor de indexare • Masa circulara sectorizata, cu unghiuri la centru egale, a carei rotatie se realizeaza discret , valoarea unei deplasari elementare fiind pasul unghiular al masinii • Numarul sectoarelor coincide cu numarul statiilor de procesare, la care se adauga inca doua pentru incarcare/descarcare. Statia 1 Paleta purtatoare Statia 8 TPSEM - CURS 7
Cuplarea mai multor masini de indexare TPSEM - CURS 7
L Directie de avans Armatura rigida in raport cu calea de transfer Arcuri lamelare Electromagnet • Mecanisme specifice solutiilor speciale de transfer • Mecanism de transfer prin vibratii TPSEM - CURS 7
Vibratiile se obtin prin comanda electromagnetului • Arcurile lamelare asigura suspensiile • Dimensionarea se realizeaza astfel incat sa se obtina o deplasare prin cuante de marimea L a pieselor pe calea de transfer • Orientarea trebuie rezolvata la statia deservita TPSEM - CURS 7
Mecanism de transfer cablat (se utilizeaza la robotii mobili ghidati) • De tip mecanic cu sina conducatoare • Cablajul activ (filoghidarea) Folosesc un ansamble de senzori amplasati pe robot, destinati detectarii pozitiei si orientarii curente in raport cu traseul marcat • Cablajul pasiv (optoghidarea si videoghidarea) TPSEM - CURS 7
Cablajul activ (filoghidarea) Robotul mobil realizeaza o traiectorie ce reproduce amplasarea traseului cablat prin supravegherea campului magnetic creat de acesta. Senzori de cale (Bobine) ROBOT MOBIL 15-20 mm 5-10 mm Traseu conductor SOL TPSEM - CURS 7
Traseul conductor este parcurs de un curent alternativ cu o frecventa de ordinul kHz si o amplitudine de ordinul mA. • Utilizarea mai multor trasee presupune existenta unor alternative de ghidare. • Traseul conductor poate constitui in subsidiar si un canal de comunicatie intre robot si postul central de comanda. Variante: Monofrecventa Robotul urmareste o singura bucla a traseului cablat Multifrecventa Robotul urmareste traseul ce-I este destinat prin frecventa afectata. TPSEM - CURS 7
Cablajul pasiv - optoghidarea ROBOT MOBIL Fotodetectori TRASEU MARCAT SOL • Pret de cost mai mic • Usurinta modificarilor ulterioare • Securitatea utilizatorilor prin prezenta unui traseu vizibil • Eliminarea unei infrastructuri costisitoare TPSEM - CURS 7