Download
1 / 11
110 likes | 124 Views
This document discusses various issues with Stave 250 including damage closeout, offset HV pads, power tap placement, and surface variations. Proposed repair methods are outlined along with considerations and background information.

E N D
Stave 250 Ian, Martin, Peter
Issue 1: Damage at Z=0 Closeout Consistent with a hard knock during transit? Hole Delamination that extends almost to the screen
Proposed Repair Courtesy of I Wilmut
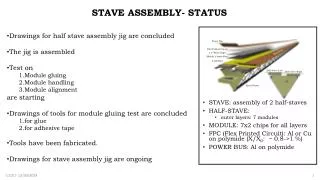
Locations & Subsequent QA • The stave will be repaired at RAL - IW will doodle of end of stave close out and circulate • The stave will then travel to QMUL in the back of a car where it will be • Thermally imaged at room temperature with water at +35C circulation • The stave will be thermally cycled 10 times between -25 to +35 • If tests at BNL were less aggressive we will use their temperature limits • The stave will be thermally imaged at room temperature with water at +35C circulation a second time
Issue 2: HV pads are offset HV tracks on Stave 250 DC-DC tape are offset from pads on EoS by ~7mm
Design Considerations • In principle • - 10mm space available to fix this • In practice • EoS thickness (2.3mm + glue) and the • 45 degree rule for wirebonding mean • maximum width of translation PCB, • allowing for reasonable tolerances, • is 7mm. • The pads would ideally be ~200 microns in • from the edge, >=500 microns long, and • as wide as they are now. EoS 2.33 Oxford (RoyW & Peter H) have started work on this “Translation PCB” Translation 1.6 1.6 0.8
Issue 3: Placement of Power Tapewith respect to Edge Closeouts “BAD” SIDE “GOOD” SIDE Small glue gap. Large glue gap. mounting tube visible Mounting tube NOT visible => We shall live with this feature
Background so we all understand the problem Issue 4: 2D surface variations On Stave 250 the shield plane edge lifts up at the joint between adjacent module positions Peak to trough of 100 microns X Y The current adhesive application technique fills the hollows in the Kapton in one dimension only (room to spread in 1D)
=> Trials needed. • FZ1 modules (as seen from above) typically concave. The two at RAL (from Cambridge) have 4 corners flicked up where the peak to trough is 250 microns • I have positions on the stave where the Kapton is rises at the module to module joint. ( but not at every joint!) by about 100 microns. (this seems to be a new feature of the Kapton) • There is a background feature that runs along the length of the stave that gives about a 100 micron peak to trough variation. (seen many times and the glue pattern was changed to cope with this) • The glue can fill in undulations in one dimension only with the current application technique.(ie those features that runs along the length of the stave. It can not fill in both X and Y sets of variations. • IF I increase the thickness of the initial glue layer to give better coverage of the worst areas (by asking the glue to spread more) then it will simply ooze out in those positions where the surface do not have this flicked up feature, nor will I be able to control it at the 4 corners. • Remember that my jig has soft vacuum cups in the middle and edges along 2 of the 4 detector sides that run in the y direction. It remains to be seen if they will flatten out a module, of if I need to do some more work. It is also spring loaded to allow for variation in stave thickness of general overall flatness, so the glue gap is set by the feet of the jig or by the viscosity of the glue.
On A Lighter Note • Now have code to read, log and operate the “Cambridge Interlock” • Will be used to monitor Stave 250 cooling
LV & HV Control • Handling of multiple (commercial)LV/HV units • Mapping to modules • Turn on/off one or “Module*” • Required for Stave 250