Download
1 / 21
210 likes | 420 Views
Stave Assembly. (A random walk through stave construction). Outline. I got asked to think of specifications for module mounting system build accuracy I think the intention was to try and review where to use build tolerances (stave, module placement, stave placement, cylinder placement)

E N D
Stave Assembly (A random walk through stave construction)
Outline • I got asked to think of specifications for module mounting system build accuracy • I think the intention was to try and review where to use build tolerances (stave, module placement, stave placement, cylinder placement) • Found this hard so…… haven’t done it! • Instead…. I got a bit distracted… • I think the biggest issue with staves is not material, thermal stresses, flatness, bending stiffness etc… for me that staves have a high intrinsic value and, unlike super-modules, have very limited possibility of re-work • Began to worry that in cutting out ‘pre-production’ aspects of programme in 30% cull we lost sight of ensuring the impacts of ‘testing’ are considered at the development stage. • Looked at assembly / testing of sub-components to see if the design and assembly process could be improved. Tim Jones - WP4 ( Meeting at ATC)
Introduction • Consider the manufacture and testing of staves as an integrated programme of work with the aim of developing a specification for the assembly process. • Originally this was motivated by the need to develop a set of requirements for the accuracy of module placement which in turn would allow the specifications for the module mounting system to be drawn up. • It became apparent that perhaps a more holistic approach should be considered. • The testing of components, sub-assemblies and finally the complete stave are considered as key parts of the process. • Such considerations may have implications for the design of the stave, bus tape and modules and their associated transport and storage containers. Tim Jones - WP4 ( Meeting at ATC)
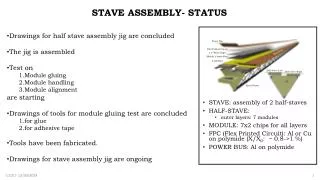
Definitions • Hybrid: • A readout circuit with a number of FE ASICs, auxiliary controllers and power regulation circuitry. Supplied in the form of an A4-sized panel with perhaps 8 hybrid circuits. • Module: • A module consists of a silicon wafer and two hybrids. Wire bonds connect the strips on the sensor to the input channels of the FE ASICs. Supplied in the form of one module in a PCB frame. • Core • The mechanical support upon which 24 modules are mounted (12 per side). The core consists of a carbon-fibre/honeycomb sandwich with embedded cooling. Each side of the core is covered with a copper/kapton bus tape which connects each hybrid with an end-of-stave (EOS) interface board. • Stave • A completed assembly of a core, 24 modules and two EOS interface boards. Tim Jones - WP4 ( Meeting at ATC)
Current SCT • Large number of small elements (modules) were manufactured and thoroughly tested. • Modules were then individually mounted onto relatively few large-scale structures (cylinders and disks) and attached to their final service interconnects. • The collaboration became used to shipping large numbers of modules around the world safely in large batches (typically a few 10’s). • At the macro-assembly sites movements of large scale structures were local (within construction labs) and well controlled or were well prepared for (e.g. transport to CERN) with the assembly of custom transport infrastructure and trial runs. Tim Jones - WP4 ( Meeting at ATC)
Staves • Staves (or sectors in the endcap) provide a form of ‘local support’ containing, for the barrel staves, 24 modules. • In the barrel section of the upgraded tracker there are approximately 500 staves. • Note that in the 1997 SCT TDR local supports are shown in several drawings relating to the barrel. However, as we are all aware, the as-built detector abandoned local supports. Wonder why?? • Staves fall between single modules and large macro-assemblies in terms of scale and number. • Too numerous to consider operations involving them to be ‘one offs’ • Too few (and too costly) to be considered as a disposable item which can simply be discarded if it fails to meet specifications. • Despite the numerous benefits the stave design brings, we have to accept that the fully glued stave is not (easily) re-workable and therefore not the ideal choice for this intermediate scale structure. Tim Jones - WP4 ( Meeting at ATC)
Considerations • The ideal level of testing for a completed stave should be zero. • Unnecessary testing risks damage to an object which is not readily repairable. • Failures identified at this stage cannot easily be rectified. • Staves have limited re-work capability. • Removal of modules from the core will not be a routine operation or at least cannot be separated from the core in a useable state. (i.e. they get broken during removal). The possibility of damage to neighbouring modules would be a serious consideration in any decision to remove a failed module. • Might be possible to replace (or at least stack) individual ASICs and wire-bond them to the hybrid and the sensor at any stage in the assembly process (hybrid, module or stave). • Non re-workable interface connections made when modules are mounted onto the stave should be minimised:- • All wire bonded connections are re-workable. • Thermal interface between the module and the stave core is non-repairable, without module removal, and that this is unavoidable. • The HV contact • silver epoxy adhesive joint • Not testable until the glues securing the module have cured. • Non re-workable without module removal. Tim Jones - WP4 ( Meeting at ATC)
HV Contact • A copper/kapton tab is attached using silver epoxy to the back plane of the silicon wafer during module construction. • The electrical connection between the tab and the module back-plane is then tested at module assembly stage (In fact, it may be convenient to attach the tab before the hybrids are attached). • The bus tape is re-designed to accommodate the tab and provide an area where wire bonded connections can be made to electrically connect the tab to the hybrid filter circuit. • Testing of modules can be completed fully before module mounting and, with the exception of the thermal interface, all module service connections are via (re-workable) wire bonding. Tim Jones - WP4 ( Meeting at ATC)
Hybrid Assembly • Pre-requisites • Hybrids are manufactured in panels of 8 and are delivered with all the discrete components attached. • The manufacturers QA will, or is very likely to, ensure that all parts are electrically perfect. • FE ASICs have passed some basic QA (e.g. Power OK, digital performance OK) and which should have proper front-end functionality. • Hybrid Assembly • FE ASICs are attached to the all hybrids in a panel in one pass. • The complete panel is then wire-bonded: all back-end, inter-ASIC and service bonds to the PCB are made. Test bonds are made using a custom field in one corner of the panel. Tim Jones - WP4 ( Meeting at ATC)
Hybrid Testing • Electrical QA • Check the full functionality of every hybrid in every possible electrical configuration (eg. bypassing, powering etc..) and the analogue performance of every FE ASIC. Check that the HV filter circuits operate up to full voltage. • Mechanical QA • Check the position of every FE ASIC relative to the hybrid to ensure proper positioning • Thermal Cycling • Pass each hybrid panel through a number of thermal cycles extending to beyond the normal operating range (-40C to +20C). • Tony Affolder advises that hybrid thermal cycling at the panel level does not stress the hybrid in the way which thermal cycling aims to promote. Therefore this is not useful, or even desirable, as cycling at this stage might lead to deformation of the hybrid flex circuits compromising their use in module assembly. Potential issue may be that hybrids will not have been tested at operating temperature (under stress) BEFORE they get attached to silicon to become a module. • Burn-in • Operate the panel at an elevated temperature for an extended period to promote infant mortality. Given the comments above concerning the benefits (and desirability) of thermal cycling, it may be that conventional ‘burn-in’ at an elevated temperature is also dangerous. Perhaps this stage should be replaced with an extended test at say 35C? • Final Test • Verify the performance of each hybrid Tim Jones - WP4 ( Meeting at ATC)
Module Assembly • Pre-requisites • Tested silicon wafer • Tested hybrids (2) • Assembly • Gluing of two hybrids onto the silicon wafer, attaching a copper/kapton flying lead to the backplane and wire-bonding the FE ASCIC input channels to sensor strips. • The gluing of hybrids is a once-only operation which cannot be undone. • Modules are mounted into a test frame and wire bonds connect the hybrid to tracks on the test frame which provide the interface to the test system. Tim Jones - WP4 ( Meeting at ATC)
Module Testing • Electrical QA • Check the full functionality of every hybrid in every possible electrical configuration (eg. bypassing, powering etc.) and the analogue performance of every FE ASIC. Compare with bare hybrid data. Check for missing /noisy strips. Perform HV scan up to specified voltage. Check leakage current is within specified limits. • Mechanical QA • Check the position of each hybrid relative to the silicon to ensure proper positioning when mounted on the stave. • Thermal Cycling • Pass each module panel through a number of thermal cycles extending to beyond the normal operating range (-40C to +20C). Check the thermal performance of both hybrid/silicon interfaces after cycling. Check for missing/noisy strips which might indicate lifting front-end wire bonds. • Long-term test • Operate the module under power and high voltage for an extended period of time to check for instability. • Final Test • Fully characterise the electrical performance of the module Tim Jones - WP4 ( Meeting at ATC)
Stave Core Assembly • The following procedure is based on that used to assemble UK stavelets at Liverpool with the modification that the bus tapes are laminated to the face sheets before stave core assembly. • One of the face sheets is mounted on a vacuum jig and glue is applied using masks for the ‘C’ channels and the thermally conductive foam. The ‘C’ channels and conducting foam bases (just over half core height) are located and cured under vacuum. • The height of the thermally conductive foam is machined to be half core height and the channel for the cooling tube is formed. • Thermally conducting glue is dispensed into the channel, the cooling tube added and the thermally conducting foam tops are added. The glue is cured under vacuum. • Sections of honeycomb are cut, dipped in glue and located to fill the gaps between the ‘C’-channels and the thermally conducting foam. The glue is cured under vacuum. • The height of the honeycomb and thermally conducting foam is ground to the full core height. • The second face sheet is located on the jig and glue is applied using masks for the ‘C’-channels and thermally conducting foam lids. The honeycomb sections of the first side are dipped into glue and then the first side is located on top of the second face sheet. The glue is cured under vacuum. • Finally the bus tapes are cleaned (if needed), the EOS cards are mounted and wire-bonded to the tape. Tim Jones - WP4 ( Meeting at ATC)
Stave Core Testing • Geometry • Check the placement of the bus tapes (relative to stave coordinate system) is sufficiently good to enable the wire-bonding of modules (suggest +/- 0.025mm) • Check the flatness of the top and bottom bus tape surfaces (suggest +/-0.020mm over 98 x 98mm for a glue thickness of nominally 0.1mm) • Electrical Integrity • Check full electrical connectivity from EOS card external connections to every hybrid wire-bonding field. • Check HV up to full operating voltage (500V). • Bending Stiffness • Mount stave on moveable cylindrical supports and measure deflection per unit load at several spans. Compute stiffness parameters. Turn over and repeat. Need to take care not to damage (or contaminate) the tape. The purpose of this is to check face sheet-to-core bonding – perhaps there’s a better method – eg tap testing? • Thermal Performance • Mount in heated test box and attach CO2 cooling. Ensure thermal profile across stave is consistent with FEA. This checks the integrity of the thermal connection between the face sheet and the thermally conducting foam/cooling tube. • Thermal Cycling • Thermally cycle stave several times and re-check thermal performance, electrical connectivity and geometry. Tim Jones - WP4 ( Meeting at ATC)
Module Mounting • Pre-requisites • Modules are manufactured and tested as described above and should be perfect. • Stave core, including the bus tapes, the EOS interfaces and the wire bonding between them, has been fully assembled and tested. • Modules are mounted onto the stave by a system which; • picks modules up from their test frame • aligns modules to the stave axis • drives modules to their position on the stave • lowers modules onto the stave surface • retains modules whilst the thermally conducting interface adhesive cures. Tim Jones - WP4 ( Meeting at ATC)
HV Tab • In the revised scheme the HV tab extending from underneath the silicon wafer locates in a suitable pocket in the bus tape. • Whilst the thermally conducting glue is curing, HV can be applied to the module using a suitable probe contacting the bond pad area on the flying lead allowing a basic HV integrity check to be performed. • If the wafer has been damaged by mis-handling in the module mounting process it can be removed easily, the thermal adhesive cleaned off and another module mounted without significant delay or the risk of damage to surrounding modules (this does assume that the thermally conducting adhesive takes several hours to cure). • Once the thermally conducting adhesive has cured and the jigging removed, the HV tab is secured to the stave core in preparation for wire bonding. • Clearly, in order for this to work, the module mounting system must have the facility to shield the stave from light and the module mounting pick-up tool must be not adversely affect HV operation. In addition to the probe contacting the HV tab, a second probe would have to contact a pad on the hybrid which defines strip ground. • One may debate whether the effort needed to identify early detection of HV issues is merited by the number of likely HV failures. However, even if such faults were at the 1% level (per module), HV related re-work would occur on one stave in 4 or about 120 staves in all. Tim Jones - WP4 ( Meeting at ATC)
Module Placement Accuracy • Historically, I believe the working assumption, and mine too, was that the module placement accuracy required could be perhaps as much as +/- 0.025mm in the plane of the stave. • Post module mounting survey, perhaps using some form of 2.5D optical CNC metrology system (eg OGP SmartScope or equivalent) provides the final survey of all 24 modules relative to the stave reference points. • Over the dimensions of a stave such systems probably have accuracies of about 0.005mm. • Previously we identified the high intrinsic value and limited re-workability of the stave as being issues to be addressed in the stave assembly process. • We then suggested that, ideally, the amount of post assembly stave QA should be zeroto reduce the risk of damage • The routine survey of staves would be avoided if a module mounting system, capable of placing modules (using the wafer fiducials as alignment targets) to an accuracy of 0.005mm in the stave plane, could be developed. Tim Jones - WP4 ( Meeting at ATC)
Final Stave Assembly & Testing • One of the aims of the revised procedure is to minimise (ideally to zero) the post module mounting assembly and testing of staves. • Procedure ought to result in perfect modules being mounted onto a perfect stave with near perfect placement accuracy. • Modifications to the module HV contact should allow early detection of HV issues post module mounting. • All electrical module interfaces are wire bonded and are therefore re-workable. • The only module interface which is not (easily) re-workable is the thermally conducting adhesive used to attach the module. • There should not be a need to survey or thermally test the completed stave. • The final wire bonding of the hybrids to the bus tape remains as the one process which does need to be checked. • The overhead in this testing could be reduced if the module controller ASICs, through which all communications pass, could be powered independently of the FE ASICs in some way. • This might enable verification of the wire bonding whilst the stave is mounted on the wire bonder thus minimising the likelihood of staves requiring a subsequent return visit. • The final step is then to mount the stave into a test system, connect up the CO2, ensure the environmental conditions are correct and start the cooling. Once the stave is at operating temperature modules can be powered, configured and a final characterisation of each module can be made. Tim Jones - WP4 ( Meeting at ATC)
CERN Reception Test • Once staves get to CERN the only checks which should need to be made are for damage to components or wire bonds. • This might be best achieved by repeating (a sub-set of) the final pre-shipping stave test. • Low power operation of communications interfaces • It would be convenient if the shipping box was, in fact, a suitable enclosure for these tests thus minimising the handling of staves and the consequent risk. Tim Jones - WP4 ( Meeting at ATC)
Stave Insertion & Test • During stave installation the stave container should be compatible with the installation mechanism. • It would also be useful, once again, if a low power mode testing of the Stave and Module Controllers could be used as a basic check for electrical integrity as the final electrical interconnections are made. • My own view is that post installation, full power, operation of staves at final operating temperature may not happen until all staves are mounted. • By this point the system will be a 7m long by 1.2m diameter cylinder supported off the floor in its (steel) installation cradle and in such a way as to protect it during assembly. • In the bore there will be re-configurable platforms to aid workers making the end-of-stave services interconnections. • At the ends of the structure service interconnects will be grouped and retained on temporary patch panels. • Operating such a system would require either that the assembly takes place in a large environmental chamber capable of attaining the humidity level required or, the installation of the system into an outer test box. • In either case high quality services feed-throughs would have to be provided to ensure a moisture=tight seal. • The drying out of the enclosure would be likely to take several weeks • SCT experience shows that such testing is very time consuming and therefore is unlikely to occur frequently. Therefore one should ensure that the basic stave interconnections can be fully tested during assembly. Tim Jones - WP4 ( Meeting at ATC)
Messages • Need to consider testing to see if there are any design drivers. • Consider modifying the module / bus tape designs to allow the final HV connection to be testable (before glue sets) and re-workable (wire bonding) • HV tab attached and tested at module build site • Bus tape geometry needs to change • Consider the need to check the bus-tape electrical integrity after stave assembly. • Bus tape testing systems needs to be • Economically deployable to several stave assembly sites. • Compatible with stave transport/storage frames. • Module Mounting Systems • Aim for 0.005mm placement accuracy • Consider emphasising the use of low-power test modes for checking connectivity between modules and the Stave Controllers • Needs input to the readout architecture working group • Compatibility with stave frames • Compatibility with wire bonding (ideally) Tim Jones - WP4 ( Meeting at ATC)