Download
1 / 28
300 likes | 507 Views
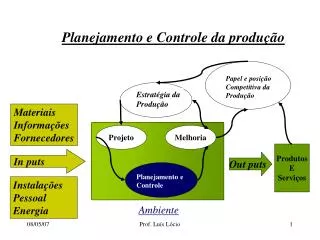
PLANEJAMENTO E CONTROLE DA PRODUÇÃO. CURSO DE ENGENHARIA DE PRODUÇÃO. Professora Michelle Luz. QUALIDADE E PRODUTIVIDADE. Inputs / Insumos. Outputs / Resultados. Processo.

E N D
PLANEJAMENTO E CONTROLE DA PRODUÇÃO CURSO DE ENGENHARIA DE PRODUÇÃO Professora Michelle Luz
QUALIDADE E PRODUTIVIDADE
Inputs / Insumos Outputs / Resultados Processo Cortar Alugar Montar Analisar Transportar Organizar Capital Trabalho Materiais Equipamentos Informações Bens e Serviços QUALIDADE E PRODUTIVIDADE • Engenharia de Produção • Problemas de operações produtivas
QUALIDADE E PRODUTIVIDADE • Engenharia de Produção • Diversidade de operações produtivas • Diferenças econômicas, sociais, culturais e políticas • Atendimento das necessidades dos clientes / sociedade • Melhoria X Aumento de produtividade
Situação A Situação B PRODUTIVIDADE • Produtividade • Conceito comparativo • Medida de desempenho • O aumento só ocorre com o aumento de melhorias > < = PA PB
PRODUTIVIDADE - CONCEITO • Produtividade • Cálculo Produtividade = Output = Resultados Input Insumos Produtividade = Qde Produzida unidd MO Requerida Hh
LOJA A LOJA B INFORMAÇÕES $ 8.500 $ 12.500 Vendas (semana) 2.150 Nº de clientes (semana) 4.175 440 Nº total de horas trabalhadas (semana) 535 675 Área total de operação (m2) 825 PRODUTIVIDADE 1)Que indicadores de produtividade poderiam ser definidos para essas duas operações? 2)Através de do cálculo dos indicadores, como poderia se comparar as duas lojas?
PRODUTIVIDADE 1. Nº de clientes Hs de trabalho 4. Vendas Nº de clientes 2. Vendas Hs de trabalho 5. Vendas Área total op. 3. Nº de clientes Área total op.
PRODUTIVIDADE LOJA A LOJA B INDICADOR 1. Nº de clientes/hs de trabalho 4,88 7,80 19,32 2. Vendas/hs de trabalho 23,36 3,18 5,06 3. Nº de clientes/área total de operação 3,95 2,99 4. Vendas/nº de clientes 12,59 15,15 5. Vendas/área total de operação
PRODUTIVIDADE • Composição do Trabalho • Parcela produtiva • Realização do trabalho útil • Agrega valor • Alteração do material => expectativas do cliente • Parcela improdutiva • Preparação de equipamentos e ferramentas • Carga e descarga de peças
Ócio = Tempo não trabalhado % Tempo pago PRODUTIVIDADE • Composição do Trabalho • Parcela ociosa • Não ligada diretamente a tarefa • Recomposição da energia do trabalhador • Ociosidade prejudicial => funcionário desmotivado / treinamento ineficaz
PRODUTIVIDADE • Composição do Trabalho
MELHORIA DA PRODUTIVIDADE “Uma linha de montagem de relés era operada, basicamente, por operadores do sexo feminino. Havia uma regra não escrita de que a meta diária de produção deveria ser sempre concretizada. Ocasionalmente, ocorriam problemas variados, seja devido à manutenção dos equipamentos da linha ou a suprimentos; que poderiam comprometer tais metas diárias. Para evitar o descumprimento da regra o supervisor de linha costumava aumentar a velocidade da esteira da linha. Tal situação não era incomum. Todavia, em uma situação particular, a linha ficou inoperante por certo período de tempo, por problemas de manutenção. O supervisor, então, aumentou o ritmo de trabalho antes do que costumava fazer. As funcionárias não conseguiram manter a mesma taxa de produção. Devido ao cansaço, não só produziram em uma taxa inferior, como houve um acréscimo no número de peças refugadas.”
MELHORIA DA PRODUTIVIDADE • Melhorias • Método de execução do trabalho (estudo do trabalho e treinamento do operador) • Projeto do Produto (adoção da análise de valor) • Adoção do incremento tecnológico • Adoção de ferramentas e dispositivos mais adequados Não se obtém maior produtividade pelo simples aumento do ritmo de trabalho!
EXERCÍCIO Em determinada situação de montagem, um produto é montado por 3 diferentes peças (A, B e C) e cada uma requer uma única operação para ser produzida. De acordo com o método atual de trabalho, a operação final de montagem só será iniciada quando todas as 3 operações forem executadas, ou seja, que o kit formado pelas peças A, B e C estejam concluídas na proporção de 1 para 1. O método requer, ainda, que cada operação seja executada por um único operador. O tempo padrão requerido para executar a operação em A é de 2h; em B é de 1h e, em C, 0,6h. Calcule o desempenho do método atual e justifique pelo cálculo da produtividade (kit/homem-hora), a taxa de produção (kit/hora) e a ociosidade da MO (percentual das horas não trabalhadas do total de horas pagas).
BALANCEAMENTO DE LINHAS
BALANCEAMENTO DE LINHAS Balancear é nivelar, com relação a tempos, uma linha de produção ou montagem, dando a mesma carga de trabalho às pessoas ou máquinas.
BALANCEAMENTO DE LINHAS • Objetivo • Garantia da alta utilização da MO e equipamento • Respeito ao ritmo de produção definido pelo recurso crítico • Gargalo • Recurso com capacidade menor do que a demanda
BALANCEAMENTO DE LINHAS • Tempo de ciclo • Intervalo de tempo entre a saída de dois produtos na linha de produção 1) Qual posto de trabalho representa o gargalo? 2) Qual é o maior tempo de ciclo possível para essa linha? 3) Qual é o menor tempo de ciclo possível para essa linha?
Ritmo de produção = Qde diária requerida Jornada diária Fator de balanceamento = 1 = tempo de ciclo ritmo Tempo máximo de operação de cada posto Nº de postos = n = Ʃtp FB BALANCEAMENTO DE LINHAS
EXERCÍCIO Desenvolva o projeto de uma linha de produção capaz de produzir o produto representado pelo fluxograma do processo ao lado. A linha deve produzir, diariamente, 500 peças e a jornada de trabalho é de 500 minutos.
EXERCÍCIO Ritmo de produção = 500 peças = 1 peça/minuto 500 minutos FB (tc) = 1 minuto/peça Nº de postos = 4 = 4 postos de trabalho 1
EXERCÍCIO Ritmo de produção = 480 peças = 1 peça/minuto 480 minutos FB (tc) = 1 minuto/peça Nº de postos = 2,5 = 2,5 = 3 postos de trabalho 1