Download
1 / 37
570 likes | 1.54k Views
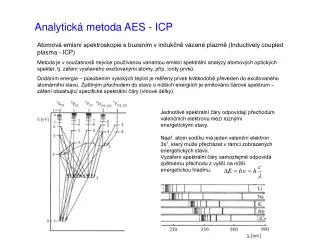
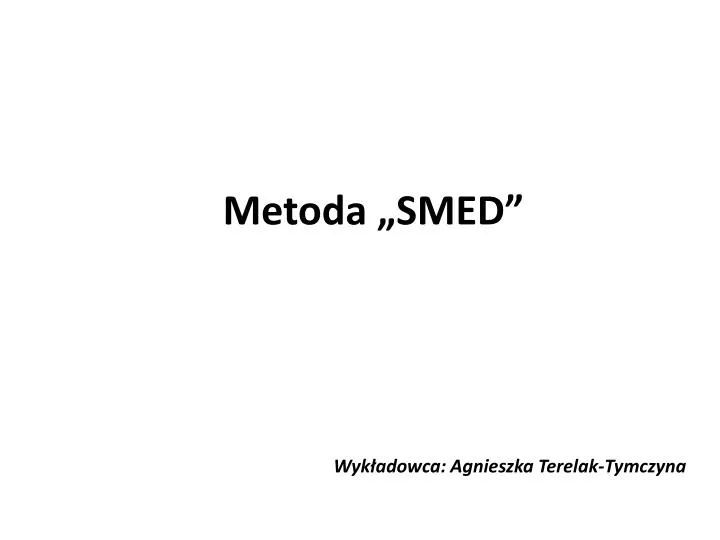
Metoda „SMED”. Wykładowca: Agnieszka Terelak-Tymczyna. METODA SMED. Single Minute Exchange of Dies. METODA SMED.

E N D
Metoda „SMED” Wykładowca: Agnieszka Terelak-Tymczyna
METODA SMED Single Minute Exchange of Dies
METODA SMED Metodę SMED, czyli Błyskawicznych Przezbrojeń zapoczątkował Shigeo Shinto książką „A Revolution in Manufacturing… The SMED System”. Idea Błyskawicznych Przezbrojeń bazuje na eliminacji przyczyn powodujących przestój maszyny w czasie przezbrojenia. Eliminacja czasu traconego na: przygotowanie do przezbrojenia, wymianę narzędzi, ustawienie i regulację narzędzi, próby osiągnięcia oczekiwanej jakości może spowodować, że całkowity czas przezbrojenia zejdzie poniżej 10 minut, a ostatecznie mniej niż minutę. Dopiero taki stan umożliwi częste zmiany asortymentu by zaspokoić oczekiwania klientów jak najszybszej dostawy.
METODA SMED Można dyskutować czy wdrożenie SMED jest całkowicie zależne tylko od umiejętności i doświadczenia pracowników danej branży. Standardowe procedury przezbrojeń mają w gruncie rzeczy wymiar uniwersalny i przenoszenie doświadczeń z branży do branży całkowicie możliwe.
METODA SMED Elementy składowe czasu przezbrojenia (wartości procentowe dla centrów obróbczych): Przygotowanie - 30% czasu przezbrojenia Zamocowanie i odmocowanie - 5% czasu przezbrojenia Ustawienie (centrowanie) – 15% czasu przezbrojenia Regulacje i próby - 50% czasu przezbrojenia
METODA SMED Kroki w procesie redukcji czasu przezbrojenia Wewnętrzne i zewnętrzne elementy składowe przezbrojenia nie są rozróżnione Krok 1 – Rozdzielenie elementów wewnętrznych od zewnętrznych Krok 2 - Zmiana elementów wewnętrznych na zewnętrzne Krok 3 - Usprawnienie wszystkich elementów czasu przezbrojenia Przykładem mogą być linie lotnicze, gdzie przezbrojeniem jest nie tylko zatankowanie paliwa czy inne czynności zaopatrzeniowe przed nowym kursem samolotu, ale również „załadowanie” pasażerów do jego wnętrza. Jak często obserwujemy kolejkę wchodzących pojedynczo pasażerów jakby nie można było zorganizować tego inaczej (włącznie z konstrukcją samolotu)?
METODA SMED Przezbrojenie całość działań technicznych i logistycznych koniecznych do przeprowadzenia zmiany typu produktu na danej maszynie, linii czy urządzeniu, które jest w stanie produkować więcej typów.
METODA SMED Przezbrojenie zewnętrzne całość działań wykonywalnych przy maszynie pracującej i produkującej jeszcze stary typ albo produkującej już nowy typ .
METODA SMED • Przezbrojenie wewnętrzne całość działań przezbrojeń wykonywanych tylko przy maszynie zatrzymanej. • Takie działanie może polegać na: • uporządkowaniu wszystkich operacji i przypisanie ich przezbrojeniu zewnętrznemu lub wewnętrznemu, • przesunięciu wszystkich możliwych działań, albo części z nich, z pozycji przezbrojenie wewnętrzne do pozycji przezbrojenie zewnętrzne, • modyfikacji i opracowaniu takiego oprzyrządowania, które pozwalałoby na przeprowadzanie koniecznej regulacji na maszynie już produkującej, • zmianie liczby pracowników zaangażowanych do poszczególnych działań .
METODA SMED Definicja czasu przezbrojenia - Czas upływający od wykonania ostatniej części z bieżącej partii do momentu rozpoczęcia wytwarzania pierwszej dobrej części z nowej partii. Definicja czasu realizacji – Czas upływający od otrzymania zamówienia do momentu dostarczenia produktu do rąk klienta.
METODA SMED Na redukcję czasu przezbrojenia mają wpływ praktycznie wszystkie elementy czasu realizacji. System SMED jest teorią i zestawem technik umożliwiających dokonanie wymiany narzędzi i nastaw wyposażenia w czasie poniżej 10 minut - innymi słowy w jednostkowej liczbie minut (single-minute). Oczywistym jest, że system ten nie we wszystkich przypadkach zapewnia redukcję czasów przezbrojeń do wartości mniejszej niż 10 minut. Udowodniono jednak, że jego zastosowanie powoduje radykalne zmniejszenie czasów wymiany maszyn w prawie każdym przypadku. Szybka wymiana narzędzi jest warunkiem krytycznym dla przedsiębiorstwa, które chce zastosować JIT czy przepływ jednostrumieniowy, ponieważ umożliwia, w krótkim czasie, dostosowanie maszyny do nowych warunków pracy. Podstawowym założeniem metody SMED jest zmniejszenie wielkości partii produkcyjnych w celu dostosowania produkcji do zmiennych wymagań rynku. Z założenia tego wynika potrzeba skrócenia czasów przezbrojeń, ponieważ to właśnie te czasy determinują zazwyczaj wielkość partii produkcyjnych.
METODA SMED Operacje przygotowania można podzielić na dwa typy: • wewnętrzne - możliwe do wykonania jedynie przy wyłączonej maszynie, np.: montaż i demontaż matryc, • zewnętrzne - możliwe do wykonania podczas pracy maszyny, np.: transport zużytych matryc do miejsca ich składowania.
METODA SMED Wyłączanie maszyny na czas realizacji czynności przygotowawczych wydłuża znacznie czas tpz, głównie z powodu późniejszego rozruchu maszyny i jej przygotowania do pracy (wykonania tzw. roboczej serii próbnej). Dlatego też metoda SMED polega na odróżnieniu przygotowania zewnętrznego od wewnętrznego i umożliwieniu zamiany części czynności przygotowawczych z wewnętrznych na zewnętrzne. W dalszej kolejności dokonuje się usprawnienia oby typów operacji w celu skrócenia czasów ich realizacji.
METODA SMED KROK 1. Separacja czynności wewnętrznych i zewnętrznych To najważniejszy z korków realizowanych podczas wdrażania metody SMED. Przygotowanie oraz transport narzędzi i przyrządów podczas pracy maszyny pozwala na redukcję czasu operacji wewnętrznych o 30% do 50%. KROK 2. Przekształcenie przygotowania wewnętrznego na zewnętrzne Polega na, po pierwsze, ponownej ocenie czynności pod kątem kwalifikacji do danego typu, i po drugie, poszukiwaniu sposobów przekształcenia przygotowania wewnętrznego na zewnętrzne. Jest to możliwe dzięki wejrzeniu w rzeczywisty przebieg i właściwości realizowanej czynności przygotowawczej. KROK 3. Usprawnienie czynności przygotowawczych W celu zredukowania czasu trwania czynności przygotowawczych, należy dokonać ich szczegółowej analizy.
METODA SMED • Na operacje przygotowania składają się cztery rodzaje czynności: • Przygotowanie, regulacja po procesowa, kontrola materiałów i narzędzi – czynności zapewniające prawidłowe umiejscowienie oraz właściwe funkcjonowanie przyrządów i narzędzi (stanowią 30% wszystkich czynności przygotowawczych) - realizowane jako przygotowanie wewnętrzne. • Montaż oraz demontaż narzędzi i przyrządów - czynności obejmujące usunięcie przyrządów i narzędzi po realizacji partii produkcyjnej oraz przygotowanie przyrządów i narzędzi do kolejnej partii (stanowią 5% wszystkich czynności przygotowawczych) - realizowane jako przygotowanie wewnętrzne.
METODA SMED Pomiar, nastawy i kalibracja - czynności, które muszą być wykonane w celu poprawnej realizacji zadań produkcyjnych, są to centrowanie, wymiarowanie, pomiar temperatury czy ciśnienia itp. (stanowią 15% wszystkich czynności przygotowawczych) - realizowane jako przygotowanie wewnętrzne lub zewnętrzne. Seria próbna i regulacja maszyny - ostatnie z czynności realizowanych podczas tradycyjnego przygotowania, regulacja maszyny w celu właściwego wykonania wyrobu (stanowią 50% wszystkich czynności przygotowawczych) - realizowane jako przygotowanie wewnętrzne, ponieważ do póki maszyna nie jest właściwie wyregulowana nie może prawidłowo wykonywać zadań produkcyjnych.
METODA SMED Jak wynika z wykazu operacji przygotowania w zasadzie wszystkie z realizowanych tradycyjnie czynności przygotowawczych uniemożliwiają pracę maszyny w trakcie ich wykonywania. Metoda SMED kładzie nacisk na rozróżnienie czynności które mogą być wykonywane jako zewnętrzne, pomimo, że realizowane są jako wewnętrzne. Dlatego też w pierwszy krok realizacji metody SMED rozpocznie się analizą czynności przygotowawczych.
METODA SMED Separacja czynności wewnętrznych i zewnętrznych Analiza czynności przygotowawczych pomoże w planowaniu wdrożenia zasad SMED. Składa się ona z trzech kroków: Nagranie na taśmę video wszystkich operacji przygotowawczych, ze szczególnym uwzględnieniem ruchów, rąk, oczu i ciała osoby je realizującej. Ważne jest oznaczenie czasu i terminu realizacji tych czynności. Przedstawienie nagrania operatorowi i innym osobom zaangażowanym lub związanym z czynnościami przygotowawczymi. Operator omawia realizowane czynności, po czym obserwatorzy dzielą się swoimi spostrzeżeniami na temat przedstawionych działań. Analiza szczegółów nagrania polegająca na opisaniu czynności i czasu ich trwania.
METODA SMED Analiza czynności przygotowawczych umożliwi określenie czynności, które można wykonać w trakcie automatycznej (bezobsługowej) pracy maszyny, tak aby czas przygotowawczo-zakończeniowy (tpz) minimalnie wpływał na wydłużenie całego cyklu produkcyjnego. Jedną z takich czynności przygotowawczych zewnętrznych jest kontrola zaopatrzenia stanowiska w wymagane narzędzia, przyrządy i specyfikacje. Kontrolę tą wspomagać będzie tzw. Lista Kontrolna.
METODA SMED • Stworzenie listy kontrolnej przygotowania maszyny X (stanowiska X) pozwala na zapobieganie przeoczeniom, błędom i wielokrotnym kontrolom przygotowania stanowiska pracy w trakcie wewnętrznych czynności przygotowawczych. Jest to kontrola zaopatrzenia stanowiska zawierająca następujące składniki: • wymagane narzędzia, przyrządy, specyfikacje, materiały • wykaz pracowników uprawnionych do realizacji czynności przygotowawczych • wartości nastaw (temperatura, ciśnienie itp.) • mierniki i wymiary charakteryzujące zadanie produkcyjne. • Lista kontrolna pozwala na przygotowanie stanowiska pracy do realizacji danego zadania produkcyjnego w zakresie zaopatrzenia w narzędzia i przybory.
METODA SMED Kolejnym krokiem jest Kontrola Funkcjonowania mająca na celu sprawdzenie właściwej kondycji przyborów i narzędzi oraz materiałów. Kontrola Funkcjonowania powinna być wykonana przed rozpoczęciem wewnętrznych czynności przygotowawczych, dzięki czemu zapobiec będzie można wydłużeniu ich czasu trwania spowodowanego wymianą i naprawą niesprawnego narzędzia czy przyrządu. Jednocześnie właściwa kontrola sprawności narzędzia pozwoli na wyeliminowanie realizacji błędnie wykonanych wyrobów. Kontrola Funkcjonowania powinna stać się czynnością standardową realizowaną w ramach zewnętrznych czynności przygotowawczych. Kolejnym elementem przygotowania stanowiska, który może zostać przeniesiony na zewnątrz jest transport narzędzi, przyrządów i materiałów z magazynu na stanowisko.
METODA SMED Przekształcenie przygotowania wewnętrznego na zewnętrzne W kroku pierwszym dokonano odseparowania czynności przygotowawczych realizowanych poza i na maszynie. Jednak samo oddzielenie tych czynności nie spowoduje drastycznej redukcji czasów tpz. Dlatego też należy dokonać przekształcenia czynności realizowanych wewnątrz na realizowane na zewnątrz: Przyjrzeć się rzeczywistym działaniom przygotowania wewnętrznego i ich celowości. Kluczem właściwej realizacji kroku 2 jest spojrzenie na realizowane czynności w taki sposób, jakby widziało się je po raz pierwszy. Znaleźć metody przekształcenia czynności wewnętrznych na zewnętrzne.
METODA SMED Wczesne przygotowanie stanowiska pracy oznacza dostarczenie wszystkich niezbędnych części, przyrządów, narzędzi i ich przygotowanie przed rozpoczęciem przygotowania wewnętrznego. Ustanowienie warunków pracy tj. temperatura, ciśnienie czy pozycjonowanie materiału może być często wykonywane w ramach przygotowania zewnętrznego. Standaryzacja funkcji polega na ujednoliceniu parametrów montażu narzędzi, przyrządów czy materiałów. Celem standaryzacji jest takie dostosowanie np. wymiarów zewnętrznych narzędzi stosowanych na danym stanowisku, aby ich montaż w maszynie nie wymagał zmiany jej ustawień. Standaryzacja może więc dotyczyć wymiarów, centrowania, mocowania, demontażu czy zacisku. Standaryzacja funkcji nie musi oznaczać wymiany narzędzi, a jedynie ich dostosowanie tzw. .domowym sposobem..
METODA SMED Wykorzystanie przyrządów pośredniczących może wspomóc przeniesienie działań przygotowawczych na zewnątrz w przypadku kiedy standaryzacja funkcji staje się niemożliwa. Przyrządy pośredniczące to zwykle płyty lub ramy o standardowym wymiarze do których mocuje się narzędzia o zmiennych wymiarach.
METODA SMED Usprawnienie czynności przygotowawczych Usprawnienie czynności przygotowawczych polega na ponownym przyjrzeniu się zmienionym, w kroku 1 i 2, działaniom i znalezieniu dodatkowych możliwości skrócenia czasu tpz. Techniki doskonalenia czynności przygotowawczych można podzielić na: • doskonalenie czynności przygotowawczych zewnętrznych • doskonalenie czynności przygotowawczych wewnętrznych
METODA SMED Doskonalenie czynności przygotowawczych zewnętrznych dotyczy usprawniania metod przechowywania i transportu przyrządów, narzędzi i materiałów. Przy rozdziale niewielkich narzędzi czy przyrządów istotne jest zastosowanie właściwych metod zarządzania nimi. Dlatego też należy odpowiedzieć na następujące pytania: Czy organizacja przechowywania i transportu narzędzi jest najlepszą z możliwych? W jaki sposób przechowywać narzędzia aby utrzymać je w jak najlepszej kondycji? W jaki sposób przechowywać narzędzia aby były przygotowane do kolejnej operacji? Jaka ilość narzędzi danego rodzaju powinna być przechowywana magazynie, aby możliwe było niezakłócone zaopatrywanie wszystkich stanowisk? Odpowiedzi na powyższe pytania powinny wspomóc udoskonalenie zewnętrznych czynności przygotowawczych i skrócenie czasu ich trwania.
METODA SMED Doskonalenie czynności przygotowawczych wewnętrznych sprowadza się do spełnienia czterech następujących warunków: - Równoległa realizacja operacji - Zastosowanie zacisków mocujących - Eliminacja regulacji - Mechanizacja
METODA SMED Równoległa realizacja operacji Niektóre z maszyn tj. duże prasy, wtryskarki tworzyw sztucznych, maszyny do odlewów kokilowych często wymagają przygotowania realizowanego po obu stronach maszyny (od frontu i od tyłu). Jednoosobowe przezbrajanie takiej maszyny powoduje straty czasu oraz zbędne przechodzenie od przodu do tyłu maszyny i z powrotem. Równoległa realizacja operacji dokonuje podziału czynności przygotowawczych pomiędzy dwie osoby, z których każda obsługuje inną część maszyny. W ten sposób można dokonać redukcji czasu przezbrojenia, z 12 do 4 minut, dzięki eliminacji potrzeby chodzenia wokół maszyny i uproszczeniu działań operatora. W przypadku gdy operacje obu operatorów są od siebie uzależnione konieczne staje się ustalenia zasad komunikacji. W tym zakresie niezwykle pomocne stają się procedury realizacji czynności opisane na kartach, które posiada każdy z pracowników. W ten sposób możliwe jest wyeliminowanie błędów i ewentualnego ryzyka, a także zastępowanie operatora w razie np. jego choroby.
METODA SMED Zastosowanie zacisków mocujących W tradycyjnych systemach często używa się śrub lub sworzni w celu zamocowania narzędzi. W systemie SMED całkowicie wyklucza się ich zastosowanie. Przemawia za tym zbyt długi czas ich właściwego nastawienia (kilka lub kilkanaście obrotów kluczem), doboru w zależności od mocowanego narzędzia czy po prostu odnalezienia wśród innych śrub mocujących. Dlatego też system SMED zaleca stosowanie zacisków mocujących, które pozwolą na umiejscowienie narzędzia przy pomocy jednego ruchu.
METODA SMED Eliminacja regulacji Jak wspomniano wcześniej regulacja warunków pracy może obciążać czas tpz w 50%. Wynika z tego uwaga jaką należy poświęcić eliminacji regulacji. Eliminacji (nie redukcji) można dokonać dzięki zastosowaniu właściwych ustawień narzędzi i dokładności realizacji wyżej wspomnianych zasad. Istnieją cztery podstawowe techniki eliminacji regulacji: Zastosowanie numerycznej skali i zestandaryzowanie ustawień – polegające na zamocowaniu numerycznej skali określającej dokładność ustawienia części względem maszyny. Ustalenie stałych wartości tych nastaw pozwoli na jednakowe i niezawodne przygotowanie warunków pracy, Zastosowanie linii ułatwiających centrowanie - polegającej na wyrysowaniu linii centrujących na blacie operacyjnym maszyny.
METODA SMED Zastosowanie szablonów - polega na wcześniejszym przygotowaniu szablonów umożliwiających właściwe ustawienie narzędzia względem obrabianego materiału np. przy nawiercaniu otworów można wyeliminować każdorazową potrzebę odmierzania odległości. Zastosowanie systemu NWW (najmniejszej wspólnej wielokrotności) - polega na oznaczeniu nastaw narzędzi w określonych odstępach będących swoją wielokrotnością (rysunek 7). Odstępy odnosić powinny się do zmiennych nastaw narzędzia w przypadku obróbki wyrobów różniących się np. długością.
METODA SMED Mechanizacja Mechanizacja przygotowania warunków pracy powinna być rozpatrywana dopiero po przeanalizowaniu wszystkich innych sposobów usprawnienia czynności przygotowawczych. Pierwszym powodem jest to, że mechanizacja nie skraca czasu tpz tak radykalnie jak wcześniej wspomniane techniki. Po drugie, mechanizacja może spowodować redukcję czasu tpz, jednak może wcale nie usprawnić procesu. Dlatego też mechanizację należy stosować raczej jako narzędzie dostrojenia działań, niż jako reduktor czasu tpz. Mechanizacja będzie miała zastosowanie w przypadku przemieszczania dużych i ciężkich narzędzi, stąd stosować tu można: • podnośniki widłowe do umiejscowienia narzędzia w maszynie • przenośniki do przemieszczania ciężkich części i narzędzi • zdalne sterowanie zaciskaniem i zwalnianiem narzędzia • i in.
METODA SMED Korzyści z zastosowania zasady SMED dla przedsiębiorstwa: • wzrost elastyczności - przedsiębiorstwa mogą dostosowywać się do zmiennych potrzeb klienta bez ponoszenia wydatków na dodatkowe zapasy; • szybsze dostawy - zmniejszenie wielkości partii produkcyjnych pozwala na skrócenie czasu trwania cyklu produkcyjnego, a tym samym czasu realizacji zamówienia i dostawy; • wyższa jakość - zmniejszenie wielkości zapasów oznacza zmniejszenie liczby braków wynikających z magazynowania wyrobu lub półwyrobu; jednocześnie właściwe przygotowanie i organizacja nastaw wyposażenia pozwala na redukcję braków wynikających z błędów nastaw oraz eliminuje potrzebę realizacji serii próbnych dla nowego produktu; • wzrost produktywności - krótsze czasy przezbrojeń redukują czasy przestojów maszyny, co oznacza wyższy współczynnik produktywności wyposażenia.
METODA SMED Korzyści z zastosowania zasady SMED dla pracownika: • wzrost bezpieczeństwa przezbrojeń - dzięki uproszeniu zasad wymiany narzędzi, przy mniejszym wysiłku fizycznym czy ryzyku zranienia; • ułatwienie produkcji i wzrost bezpieczeństwa - zmniejszenie zapasów materiałowych oznacza zmniejszenie bałaganu na stanowisku pracy, co ułatwia produkcję i czyni ją bezpieczniejszą; • uporządkowanie stanowiska pracy - przezbrojenia są zestandaryzowane i uproszczone co oznacza mniejszą ilość narzędzi wymiany, a dzięki temu mniej rzeczy na stanowisku pracy.
METODA SMED Przykłady zastosowań
METODA SMED Przykłady zastosowań