Download
1 / 18
180 likes | 192 Views
This peer review examines the modular coil electrical joint, addressing risks, testing, and documentation for implementation. Joint resistance measurements and potential problems are discussed. A soldering procedure using silver-solder is proposed, along with tests for high resistant joints, temperature cycling, and G-11 insulator compatibility.

E N D
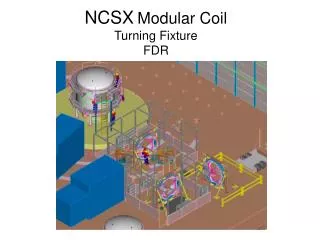
NCSXPeer ReviewModular Coil Electrical Joint James Chrzanowski April 24, 2006 Modular Coil Electrical Joint
Peer Review Charge • Has adequate testing been performed to proceed with implementation? • Have all credible risks been adequately addressed? • Have special risks to C1 [already VPI’d] been adequately addressed? • Are the design and procedure revisions adequately documented to proceed with implementation? Modular Coil Electrical Joint
Typical Modular Coil Joint Terminal Jumper or Lug Joint Torqued to 10 ft-lbs Conductor connector Belleville washers Flat washer Joint Resistance measured between these points Copper rope conductor Modular Coil Electrical Joint
Photo’s of C1 Coil Joints G-11cr Insulators Terminal Jumpers Coil Terminal Lugs Modular Coil Electrical Joint
History of Joint Issue • Following the VPI of C1, the joint resistances were measured. • Readings were between 2 to 254 [3/20/06] • Note: Joint measurements were not taken prior to VPI • After some working of the joints the joint resistances were measured. • Resistances dropped to 2 to 5 [4/7/06] • Closer examination of the joints revealed other potential problems with the joint assembly Modular Coil Electrical Joint
A-3 2 [3/20] 2 [4/7] A-4 2 [3/20] 2 [4/7] A-2 2 [3/20] 2 [4/7] Side A A-1 5 [3/20] 2 [4/7] A-8 78 [3/20] 5 [4/7] A-7 23 [3/20] 2 [4/7] A-6 26 [3/20] 2 [4/7] Side B B-8 4 [3/20] 2 [4/7] A-5 254 [3/20] 2 [4/7] B-7 4 [3/20] 2 [4/7] B-6 4 [3/20] 2 [4/7] B-5 3 [3/20] 2 [4/7] B-4 3 [3/20] 2 [4/7] B-3 3 [3/20] 2 [4/7] B-2 3 [3/20] 2 [4/7] B-1 3 [3/20] 2 [4/7] C1- Joint Resistance Data 3/20/06 Original data post VPI 4/7/06 Data after re-work Modular Coil Electrical Joint
Findings • Several of the conductor connectors protruded beyond the washer face of the jumper • This could prevent the connector from seating in the jumper or lug • The tolerance on the mating components [connectors & jumpers] could cause less then full contact • Full contact is never achieved • Finish and surface flatness of the connectors could have been better • Even if tolerances between contact faces were perfect, full surface to surface contact would not be achieved Modular Coil Electrical Joint
Joint Test Program • Develop solder procedure • Prove that solder joints can be made in place • Demonstrate that high resistant joint can be improved using solder • Liquid nitrogen/room temperature cyclic tests • Shock solder joint at Nitrogen temperature • How would solder process effect epoxy/ insulation leads on C1 Modular Coil Electrical Joint
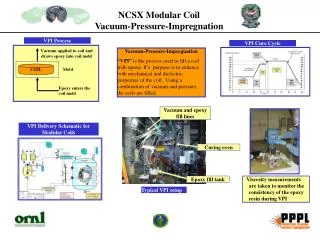
Solder Joint • It was determined that the joint contact surfaces could be improved if the imperfections or misalignments were filled with electrical grade silver-solder • Solder connectors using silver-tin solder • Solder used: “Stay-Brite [J.W. Harris Co.] • 3.4 to 3.8% Silver/ balance Tin • Flow temperature: 430 °F/ 221 °C • Flux used: Rectorseal Nokorod E Regular paste flux • The joint will be heated using resistive heating unit Modular Coil Electrical Joint
Solder Procedure • Pre-silver plate and assemble joint • Install appropriate hardware and torque to 10 ft-lbs • Position heating tongs around terminal jumper • Heat parts [430 °F/ 221 °C] • Feed flux from conductor side of connector • Feed silver-solder from conductor end of connector and feed hole Modular Coil Electrical Joint
High Resistant Joint • Five test joints were made up with resistances varying between 2 and 8 • Several of these joints purposely had irregular surfaces and did not fit well. • It should be noted that during the preparation of these tests, some of the joints that measured 2 only had line contact where the lug and female connector met • Following the soldering operation all of the soldered joints were re-measured and had improved resistances between 0 to 1 Modular Coil Electrical Joint
Temperature Cycle Tests • Three of the joints were processed through six Nitrogen to room temperature cycles. Their resistances were re-measured at 20 °C. • There was no change in the resistances [0 ] • Several of the joints were then cooled again to Nitrogen temperature. Once at temperature, they were hit with a soft face hammer to determine whether there was an evidence of the solder cracking as a result of physical shock. • There was no evidence of cracking or physical change in the solder. Modular Coil Electrical Joint
Joint Test Data Modular Coil Electrical Joint
Additional Tests- G-11 Insulator • During one of the soldering tests, a G-11cr insulator was positioned under the jumper to determine whether the operation would effect the pre-positioned insulators. • There was no physical change in color or appearance Jumper Modular Coil Electrical Joint
C1 Lead Repair • All of the modular coil joints can be soldered prior to VPI, except for C1 that has been already completed. • A test was performed to determine whether there was any risk to the epoxy filled conductors • Results: • No charring of the insulation • Surface temperature of the insulation did reach 240 °C • C1: • If process is used on C1, the insulation would be protected with anti-heat paste or chill plate Modular Coil Electrical Joint
Findings & Recommendations • The joint resistance of a typical modular coil joint can be greatly improved to 0 to 1 [Goal] • The solder operation does not effect the insulators or brazed connections • The soldering procedure would be incorporated in the D-NCSX-MCF-002 coil winding procedure as part of the present revision • Verification that the silver-solder being proposed can successfully be operated at liquid nitrogen temperatures [Dick Reed?] Modular Coil Electrical Joint
Clearance around connector New feed hole Findings & Recommendations • The front taper of the conductor connectors will be modified to minimize the possible interference with the washers and joint hardware • A 3/32 inch solder feed hole would be added to each of the female jumpers and lugs, including C1. • Drawings will have to be revised via ECN • Revisit the Belleville washers being used. Lighter weight washers would allow for more motion. Modular Coil Electrical Joint
Summary • The present joint design does not allow for future disassembly of all of the joints if required during maintenance periods. Solder joint will minimize these risks • This process if adopted would first be performed on C2 which is nearing readiness for VPI, then would be incorporated into the C1 joint assembly • The quality and integrity of the modular coil joints can be greatly improved by soldering the connectors to the jumpers and lugs after assembly Modular Coil Electrical Joint