Download
1 / 36
360 likes | 600 Views
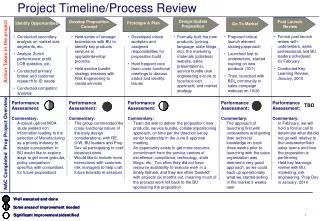
P09457 Process Improvement Project Project Review. Eric MacCormack – Chief Engineer (IE) Colin Roy – Project Manager (IE) Duke Bonaventura – Engineer (IE) Jimmy Ichihana – Engineer (IE) Cody Rath – Engineer (ME). Agenda. Engineering Specifications Concept Summary Design Updates

E N D
P09457 Process Improvement ProjectProject Review Eric MacCormack – Chief Engineer (IE) Colin Roy – Project Manager (IE) Duke Bonaventura – Engineer (IE) Jimmy Ichihana – Engineer (IE) Cody Rath – Engineer (ME)
Agenda • Engineering Specifications • Concept Summary • Design Updates • Plant Layout • Weld Booth Layout • Hydrostatic Testing Table • Kaizen Results • Weld Stick Order Procedure • Consignment Inventory Reduction • Case Hydrostatic Testing Area Design • Consignment Checkout Suggestions • MSD II Quarter Progress • Objective Project Evaluation
Design Summary • Improve safety and increase plant capacity by relocating weld booths off of the Final Packaging floor • Standardize weld booths for increased productivity • Redesign the Hydrostatic Testing area to ensure worker safety • Reduce Consignment inventory • Develop standard work for the weld stick ordering procedure
Plant Layout Status Update Most equipment and materialhas been ordered; remaining are in quote processes Changes have been made resulting from floor personnel input Planned completion date end of third quarter 2009 Maintenance department has started required departmental improvements Electrical Drops
Weld Booth Layout Status Update No longer need to dig trenches as work benches have been reoriented Rollers have been received Weld curtain framework has been received Welders have chosen personal booths
Hydrostatic Table Status Update Waiting on second quote for safety cage 6S executed on flange inventory Gauge board components have been quoted Gauge board placed on order from weld shop
Needs • Inventory for weld stick rods should never be zero • Reordering process • Information flow
Benefits Quick, visual way to identify what needs to be ordered Responsibility falls in one individual’s hands With correct buffer and safety stocks, weld sticks will never run out Reduced number of weld sticks on hand Eliminate need for expedited orders Less time and resources needed to maintain the system
Needs • Reduce consignment footprint to make use of the space in alternative ways • Determine part usage • Eliminate parts and empty shelves
Usage Data Last 18 Months 83 different parts 770 units of parts
Walk loop and collect consignment orders at the same time, delivers consignment parts to workers, and deliver parts between welders and pipe fitters Tracks consignment levels as parts leave the consignment area
Case Hydro – System Needs • Primary Needs • Incorporate HAZOP recommendations to improve safety • Improve control layout • Improve Standard Operating Procedure Documentation • Analysis: • Reviewed the current procedural documentation and made suggestions about possible improvements • Developed several concepts that implement safety components into two mechanical systems involved in case testing: Hydro and Air • Compared and weighted the concepts to determine an ideal design for the given application
Hydro System Concepts Concept #2 Concept #1 Concept #3
Air System Concepts Concept #2 Concept #1
Concept Assessment • To compare the different concepts, a Pugh assessment was completed • Hydro Concept #1 proved to be the ideal solution for the hydro system • Air Concept #2 proved to be the ideal solution for the air system Hydro Pugh Assessment Air Pugh Assessment
MSD II Quarter Progress • Finish Ordering Parts and Tools • Ensure all orders have been made • Identify lead times • Work with maintenance to develop work schedule • Generate Move Schedule Begin Moves in Accordance to Move Schedule • Obtain Data on Consignment Parts • Understand process • Obtain usage and stock out numbers • Observe Changes Made to Weld Booths • Make Additional Changes Where see Fit • Perform Statistical Analysis on Collected Data • Determine Schedule of Orders, Quantity, etc. • Make presentation to D-R personnel • Establish New Checkout Procedure Propose • Look at Kaizen Bursts Already Established • Choose ones that can be accomplished • Set Priorities • Monitor Process • Make Changes & Adjust to Observations Run Kaizen Event Run Kaizen Event Run Kaizen Event • Check Improvement • Act Upon Observations • Check Improvement • Act Upon Observations • Check Improvement • Act Upon Observations
Objective Project Evaluation • Design Strengths • Successfully moved 9 welders out from under a 250 ton overhead crane • Designed new safety cage for the Hydrostatic Testing table • Improved final packaging capacity by 33% • Design Weaknesses • The original intent was to develop lean improvements at little or no cost • The full extent and the results of the changes to be implemented can not yet be proven • Potential Future Projects • Analysis of the advantages/disadvantages of having a dedicated conveyance operator in the Consignment cage • Development of a barcode or other tracking system for parts in Consignment • Further consignment inventory reduction and thorough analysis of part re-order points
Cost Analysis * Indicates an Estimation