Download
1 / 8
110 likes | 324 Views
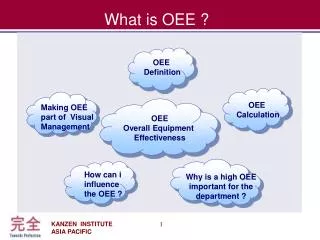
OEE. Når man arbejder med OEE målinger ser man på den enkelte maskines effektivitet og laver dernæst en analyse, så man let og overskueligt kan se hvad der påvirker maskinens effektivitet – eller mangel på samme OEE står for Overall Equipment Effectiveness

E N D
OEE Når man arbejder med OEE målinger ser man på den enkelte maskines effektivitet og laver dernæst en analyse, så man let og overskueligt kan se hvad der påvirker maskinens effektivitet – eller mangel på samme OEE står for Overall Equipment Effectiveness Ved at benytte OEE metoden har man mulighed for at sammenligne vidt forskellige produktionsanlæg med hinanden – samt på tværs af forskellige fabrikker
Den perfekte verden Har man en produktion ser man gerne at: Maskinen kører uden stop Der produceres i højt tempo – mest muligt igennem Kvaliteten er i top – ingen tilbageløb Mindst mulig overvågning Man bruger derfor OEE målingerne til at se hvad det er der gør, at man ikke kan køre i ”den perfekte verden” – for derved at gøre noget ved problemstillingerne i stedet for at acceptere tingenes tilstand.
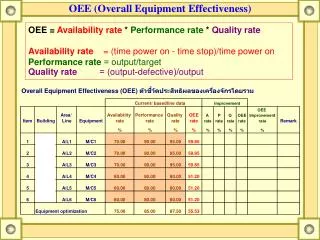
Beregning af OEE Ved beregning af OEE har vi 3 faktorer: Tilgængelighed (T): tid i drift/tid til rådighed Performance (P): producerede emner/maksimalt antal emner Kvalitet (K): antal emner produceret/godkendte emner Samlet OEE fås ved at gange disse forholdstal = (T * P * K) * 100 Har man en OEE på 80% er acceptabelt – hvis man vil nå evt. 85% kan tallene se således ud: Tilgængelighed = 90% Performance = 95% Kvalitet = 99.9% OEE = 85%
De store spildsyndere Noget af det der påvirker OEE målingen er: Brug spildtyperne til at analysere effektiviteten
Eksempel på udregning OEE beregnes: Tilgængelighed = 22 / 24 = 0.92 Performance = 19000 / 22000 = 0.86 Kvalitet = 16000 / 19000 = 0.84 OEE = ( 0.92 x 0.86 x 0.84 ) x 100 = 66%
Hvordan forbedres OEE Nu kendes OEE målingen, men vi ved reelt ikke hvad det er der gør, at målingen ikke er højere. Vi skal nu ved hjælp af studier på den enkelte maskine have konstateret hvor der skal sættes ind. Find mulige årsager til at OEE ikke er højere Lav analyser Brug evt. stopur Iagttag hinandens arbejdsstationer Brug simple værktøjer i form af skema + blyant
Næste skridt Nu er tiden inde til at vælge et parameter som man vil gøre noget ved Implementer ideer – lav løbende målinger for at se virkningen af tiltagene Sørg for ikke at sætte for mange ting i gang samtidig, det gør det meget svært at overskue effekten af de enkelte tiltag HUSK at inddrage alle i processen