Download
1 / 41
530 likes | 1.16k Views
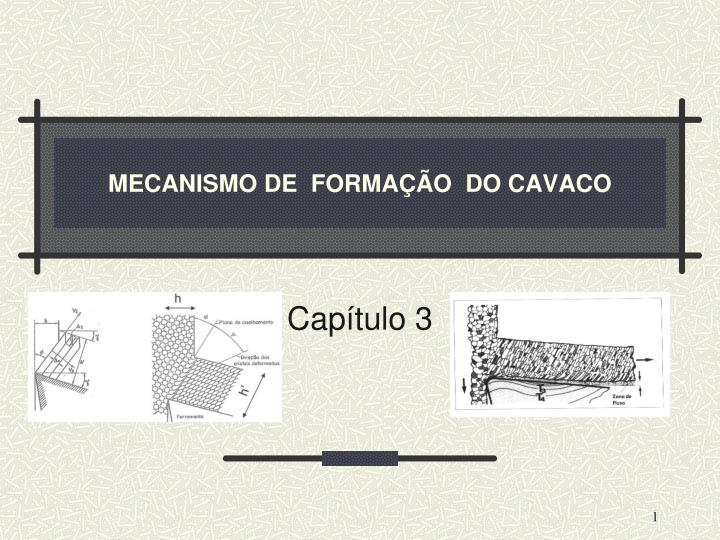
MECANISMO DE FORMAÇÃO DO CAVACO. Capítulo 3. CAP. 3 – MECANISMO DE FORMAÇÃO DO CAVACO. A formação do cavaco influencia diversos fatores ligados à usinagem, tais como o desgaste da ferramenta, os esforços de corte, o calor gerado na usinagem, a penetração do fluido de corte, etc.

E N D
MECANISMO DE FORMAÇÃO DO CAVACO Capítulo 3
CAP. 3 – MECANISMO DE FORMAÇÃO DO CAVACO A formação do cavaco influencia diversos fatores ligados à usinagem, tais como o desgaste da ferramenta, os esforços de corte, o calor gerado na usinagem, a penetração do fluido de corte, etc. Assim, estão envolvidos com o processo de formação do cavaco aspectos econômicos e de qualidade da peça, a segurança do operador, a utilização adequada da máquina-ferramenta, etc.
Fig. 3.1- Esquema da formação do cavaco mostrando o plano de cisalhamento • Fator de Recalque, = h2/h1 =s2/s1 • = f(pressão específica do cavaco sobre a ferramenta, • volume do cavaco produzido por CV e a temperatura) A parte de trás do cavaco é rugosa devido ao fato da deformação não ser homogênea.
MECANISMO DE FORMAÇÃO DO CAVACO • Em geral, a formação do cavaco nas condições normais de usinagem com ferramentas de metal duro ou de aço rápido, se processa da seguinte forma: • a) Uma pequena porção do material (ainda solidária à peça) é recalcada (deformações elásticas e plásticas) contra a superfície de saída da ferramenta.
MECANISMO DE FORMAÇÃO DO CAVACO b) Esta deformação plástica aumenta progressivamente, até que as tensões de cisalhamento se tornem suficientemente grandes, de modo a se iniciar um deslizamento (sem que haja perda de coesão) entre a porção de material recalcada e a peça.
MECANISMO DE FORMAÇÃO DO CAVACO c) Continuando a penetração da ferramenta, haverá uma ruptura (cisalhamento) parcial ou completa do cavaco, acompanhando o plano de cisalhamento e dependendo da ductilidade do material e das condições de usinagem.
MECANISMO DE FORMAÇÃO DO CAVACO d) Prosseguindo, devido ao movimento relativo entre a ferramenta e a peça, inicia-se um escorregamento da porção do material deformada e cisalhada (cavaco) sobre a superfície de saída da ferramenta. Enquanto isso, uma nova porção do material está se formando e cisalhando, a qual irá também escorregar sobre a superfície de saída da ferramenta, repetindo o fenômeno.
3.1- A Interface Cavaco-Ferramenta • O conceito clássico de atrito baseado nas leis de Amonton e Coulomb ( a força de atrito é proporcional à força normal Fa = µ.N) não é adequadonausinagem dos materiais, onde as pressõesnormais à superfície de saídadaferramentasãomuitograndes. • Trent defende a teoria de que, na interface cavaco-superfície de saídadaferramenta, existeumazona de aderência e, logo apósesta, umazona de escorregamento entre o cavaco e a ferramenta (figura 3.2), quandodausinagem de váriosmetaisqueformamcavacoscontínuos.
A Interface Cavaco-Ferramenta Fig. 3.2 – Área de contato Cavaco-Ferramenta A zona de aderência ocorre devido ás altas tensões de compressão, às altas taxas de deformação e à pureza do material da peça em contato com a ferramenta.
Zona de Fluxo dentro do Cavaco • Fig. 3.3- Zona de Fluxo dentro do Cavaco
CLASSIFICAÇÃO DOS CAVACOS • a) Cavaco contínuo – a distinção das lamelas não é nítida. • b) Cavaco de cisalhamento – apresenta-se constituído de lamelas justapostas bem distintas. • c) Cavaco de ruptura – apresenta-se constituído de fragmentos arrancados da peça usinada.
ESTUDO DOS CAVACOS • Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. • Exemplo: • -lápis é o tarugo; -lamina do apontador é a ferramenta de corte; -material removido é o cavaco.
Etapas de mecanismo de formação de cavaco: • 1) Recalque, devido a penetração da ferramenta na peça; • 2) O material recalcado sofre deformação plástica, que aumenta progressivamente, até que tensões cisalhantes se tornem suficientemente grandes para que o deslizamento comece; • 3) Ruptura parcial ou completa, na região de cisalhamento, dando origem aos diversos tipos de cavacos; • 4) Movimento sobre a superfície de saída da ferramenta.
Tipos de cavacos: • Cisalhado (segmentado); • De ruptura (descontínuo); • Contínuo; • Cavaco contínuo com aresta postiça de corte (APC) • As Figuras 4.1 e 4.2 mostram os tipos de cavacos:
Figura 4.2 – Tipos de cavacos • CAVACO CONTÍNUO: • Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte; • Acabamento Superficial: Como a força de corte varia muito pouco devido a contínua formação do cavaco, a qualidade superficial é muita boa.
CAVACO CISALHADO: • Mecanismo de Formação: O material fissura no ponto mais solicitado. Ocorre ruptura parcial ou total do cavaco. A soldagem dos diversos pedaços (de cavaco) é devida a alta pressão e temperatura desenvolvida na região. O que difere um cavaco cisalhado de um contínuo (aparentemente), é que somente o primeiro apresenta um serilhado nas bordas. • Acabamento Superficial: A qualidade superficial é inferior a obtida com cavaco contínuo, devido a variação da força de corte. Tal força cresce com a formação do cavaco e diminui bruscamente com sua ruptura, gerando fortes vibrações que resultamn uma superfície com ondulações.
CAVACO DE RUPTURA (ARRANCADO) • Mecanismo de Formação: Este cavaco é produzido na usinagem de materiais frágeis como o ferro fundido, bronze duro e latão. O cavaco rompe em pequenos segmentos devido a presença de grafita (Fofo), produzindo uma descontinuidade na microestrutura. • Acabamento Superficial: Devido a descontinuidade na microestrutura produzida pela grafita ( no caso do FoFo), o cavaco rompe em forma de concha gerando uma superfície com qualidade superficial inferior.
Quanto à forma, os cavacos são classificados como: • Cavaco em fita; • Cavaco helicoidal; • c) Cavaco espiral; • d) Cavaco em lascas ou pedaços. Figura 4.3 - Formas de cavacos produzidos na usinagem dos metais.
Forma dos cavacos conforme a norma ISS0O 3685 • Entretanto, a norma ISO 3685 faz uma classificação mais detalhada da forma dos cavacos, de acordo com a Figura 4.4. Figura 4.4 - Formas de cavacos produzidos na usinagem dos metais
Os cavacos do tipo contínuos (em fita) trás sérios inconvenientes, entre eles destacam: • Pode ocasionar acidentes, visto que eles se enrolam em torno da peça, da ferramenta ou dos componentes da máquina; • Dificulta a refrigeração direcionada, desperdiçando o fluido de corte; • Dificulta o transporte (manuseio), ocupa muito volume; • Ele prejudica o corte, no sentido de poder afetar, o acabamento, as forças de corte e a vida útil das ferramentas.
CAVACO EM FITA CONT. • O material da peça é o principal fator que vai influenciar na classificação quanto à forma dos cavacos. Quanto às condições de corte: maior vc(velocidade de corte), f (avanço) e γ (ângulo de saída) tende a produzir cavacos em fitas (ou contínuos, quanto ao tipo). O “f” é o parâmetro mais influente e o ap é o que menos influencia na forma de cavacos. A Figura 4.5 ilustra a influência destes parâmetros na forma do cavaco.
INFLUÊNCIA DOS PARAMETROS f e pc NA FORMA DO CAVACO Figura 4.5 -Influência do f e do pc na forma dos cavacos
TIPOS DE QUEBRA CAVACOS • Apesar das condições de corte poderem ser escolhidas para evitar ou pelo menos reduzir a tendência de formação de cavacos longos em fita (contínuo ou cisalhado). Até o momento, o método mais efetivo e popular para produzir cavacos curtos é o uso de dispositivos que promovem a quebra mecânica deles, que são os quebra-cavacos. Os tipos mais comuns de quebra-cavacos estão ilustrados na Figura 4.6. a) b) c) Figura 4.6 -Tipos mais comuns de quebra-cavacos. a) Quebra-cavaco fixado mecanicamente; b) Quebra-cavaco usinado diretamente na ferramenta; c) Quebra-cavaco em pastilha sinterizada.
Como vantagens do uso de quebra-cavacos podemos enumerar: • Redução de transferência de calor para a ferramenta por reduzir o contato entre o cavaco e ferramenta; • Maior facilidade de remoção dos cavacos; • Menor riscos de acidentes para o operador; • Obstrução menor ao direcionamento do fluido de corte sobre a aresta de corte da ferramenta. a) b) c)
Decompondo a força de corte (F) que a ferramenta exerce sobre o material da peça, obtém-se: A Componente Fshn (força de cisalhamento ao longo do plano de cisalhamento) é responsável pelo surgimento do plano de cisalhamento. O material da peça tem estrutura granular, isto é, composta por grãos. Logo a componente Fshn não se propaga-se em linha reta e sim através dos grãos,formando uma região onde os grãos são fortemente deformados.
CONSIDERAÇÕES SOBRE A Vc • Maior Vc= maior temperatura = menor vida útil. • Menor Vc= problemas de acabamento e de produtividade.
SOLICITAÇÕES NA CUNHA DE CORTE Conseqüência dos esforços na de Ferramenta
Уn βn αa PRINCIPAIS ÂNGULOS DA FERRAMENTA Se o ângulo for muito pequeno O gume não pode penetrar convenientemente no material e a ferramenta cega rapidamente; Ocorre atrito contra a peça, gera sobre aquecimento da ferramenta e acabamento superficial ruim. Se o ângulo for muito grande O gume quebra ou solta uma série de pequenas lascas, em virtude de apoio deficiente. O tamanho do ângulo de incidência depende de: Resistência do material da ferramenta; Resistência do material da peça a ser usinada.
Brocas de Diamante FERRAMENTAS DE CORTE • Aços carbono; • Aços rápidos comuns; • Aços rápidos com cobalto; • Ligas fundidas; • Metais duros; • Cermetos ou compósitos • Cerâmicas; • Diamantes; • Nitreto de boro cúbico (CBN).
Aços carbono: São aços com teores de 0,8 a 1,5% de C. Até 1.900 eram praticamente os únicos aços utilizados para fabricação de ferramentas de corte. Com o aparecimento dos aços rápidos, seu emprego para ferramenta de corte reduziu-se a aplicações secundárias, sendo hoje apenas utilizado nos seguintes casos: Pequenas oficinas de reparo, uso doméstico e de lazer; Ferramentas que serão utilizadas uma única vez ou para execução de poucos peças; Para ferramentas de formar, na usinagem de latão e ligas de alumínio.
FORÇAS DE USINAGEM Força de usinagem= f(condições de corte (f, vc, ap), geometria da ferramenta( , , e ) e o desgaste da ferramenta.