Download
1 / 50
1.42k likes | 3.43k Views
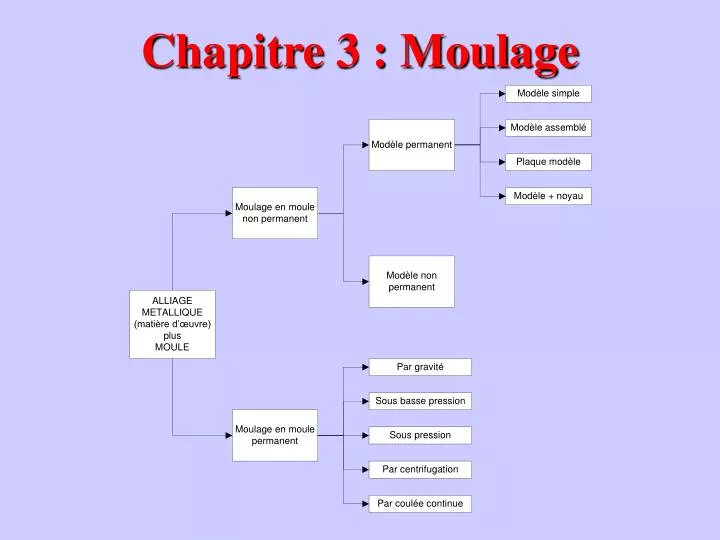
Chapitre 3 : Moulage. Moulage en moule non permanent (1). Moulage en moule non permanent (2). Moulage en moule non permanent (3). Moulage en moule non permanent (4). Moulage en moule non permanent (5). Moulage en moule non permanent (6). Moulage en moule non permanent (7).

E N D
Qualité des sables Plastiques Cohérents Réfractaires Perméables Composition des sables Silice Argile
Fausse partie Etape 1 Etape 2 Etape 3
Les types de coulée (1) 1- bassin de coulée 2- jet principal 3- receveur 4- receveur sous tamis
Les types de coulée (2) 1- bassin de coulée 2- jet principal 3- receveur 4- receveur sous tamis 5- chenal 6- attaques 7- masselottes de l’attaque 8- attaque verticale 9- canaux de coulée
Les masselottes (1) • Réservoir de matière pour le moule • Le contenu de la masselotte doit rester à l’état liquide • Notion de module
Les masselottes (3) Masselotte classique Masselotte borgne
Machines à mouler (1) Serrage du sable Démoulage du modèle Basse pression (1,5 à 5 bars) Haute pression (6 à 15 bars)
Pression Joint d’étanchéité Sable à serrer Membrane souple Plaque-modèle Plateau fixe Machines à mouler haute pression
Essai de coulabilité Coulabilité augmente si : T augmente %C augmente %P augmente
Opérations après moulage • Démoulage en cassant le sable • Dessablage au jet (sable ou eau) • Ebarbage
Epaisseur minimale des pièces Acier : e = 6 mm + 0,008 L Fonte : e = 4 mm + 0,0036 L Largeur équivalente l = S / L Roinet définit la dimension de référence
Règle de dessin des pièces moulées (1) Mauvais Bon
Règle de dessin des pièces moulées (4) A – Bon B – Mauvais
Règle de dessin des pièces moulées (5) Dépouille Congés Surépaisseurs