1 / 30
0 likes | 14 Views
Overall Equipment Effectiveness (OEE) Training Presentation

E N D
OVERALL OVERALL EQUIPMENT EQUIPMENT EFFECTIVENESS EFFECTIVENESS Eliminate Losses, Improve OEE C:\Users\Allan BigMac\Documents\000 OEC\Logo\The Logo Company\FINAL\OperationalExD24aR02bP01ZL\TRANSPARENT.png © Operational Excellence Consulting. All rights reserved.
NOTE: This is a PARTIAL PREVIEW. To download the complete presentation, please visit: https://www.oeconsulting.com.sg NOTE: This is a PARTIAL PREVIEW. To download the complete presentation, please visit: https://www.oeconsulting.com.sg Learning Objectives 1. Understand the concept and philosophy of TPM and its relationship with OEE 2. Explain the importance of OEE and how it relates to value-adding work of the factory 3. Understand OEE concepts such as Availability, Performance, Quality and the Six Major Losses 4. Describe the steps of collecting and processing OEE data and reporting results 5. Define approaches for reducing equipment-related losses to raise OEE 2 © Operational Excellence Consulting. All rights reserved.
Outline 1 1 Introduction to TPM and OEE 2 2 Understanding Equipment-related Losses 3 3 Measuring OEE 4 4 Improving OEE Copyrights of all the pictures used in this presentation are held by their respective owners. 3 © Operational Excellence Consulting. All rights reserved.
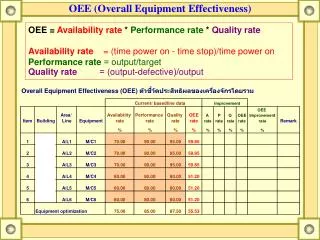
What is OEE? • Overall Equipment Effectiveness (OEE) is a measurement used in TPM to indicate how effectively machines are running • OEE is calculated from three underlying factors: ▪ Availability ▪ Performance ▪ Quality • Each of these factors represents a different perspective of how close your manufacturing process is to perfect production 4 © Operational Excellence Consulting. All rights reserved.
What is OEE? OEE = Availability X Performance X Quality • Availability ▪ A comparison of the potential operating time and the time in which the machine is actually making products • Performance (Efficiency) ▪ A comparison of the actual output with what the machine should be producing in the same time • Quality ▪ A comparison of the number of products made and the number of products that meet the customer’s specifications 5 © Operational Excellence Consulting. All rights reserved.
Why is OEE Important? • OEE is expressed as a percentage ▪ It gives a complete picture of the machine’s “health” ▪ Indicates not just how fast it can make parts but how much the potential output is limited due to lost availability or poor quality • Effectiveness focuses on the equipment, not the person • OEE measurement helps us to direct improvement efforts on the equipment or process 6 © Operational Excellence Consulting. All rights reserved.
OEE: An Indicator of Equipment Health Six Big Losses Breakdowns Availability Setups & Adjustments Reduced Speed Overall Equipment Effectiveness Performance Minor Stops & Idling Defects & Rework Quality Startup & Yield Loss Source: Japan Institute of Plant Maintenance (JIPM) 7 © Operational Excellence Consulting. All rights reserved.
Equipment Losses & OEE Six Big Losses OEE Factors Equipment Breakdowns per machine (stopped longer than 10 mins) – less than once a month Availability Breakdowns Planned Production Time Operating Time Planned Production Time Setups & Adjustments Setup/adjustment time – less than 10 mins Greater than 90% Operating Time Downtime Losses Achieve ideal cycle times (design speed); increase 15% or more Performance Reduced Speed Net Operating Time Losses Ideal Cycle Time x Total Pcs Operating Time Speed Minor Stops & Idling Minor stoppages and idling per machine – under 10 mins Greater than 95% Fully Productive Time Losses Quality Quality Defects & Rework Rate (including products to be reworked) – less than 0.1% Good Pieces Total Pieces Startup & Yield Loss Startup yield – 99% or more of lot Average total operating loss 30-50% Throughput process - Greater than 99% OEE = Availability x Performance x Quality Source: Adapted from ‘TPM for Supervisors’, Productivity Press Development Team 8 © Operational Excellence Consulting. All rights reserved.
Six Big Equipment Losses 6 Big Equipment Losses Frequent Sites Function ▪ Conveyors ▪ Transport ▪ Automatic welders Breakdowns Maintenance ▪ Presses ▪ Paint processes ▪ Molding machines Setups & Changeovers Manufacturing ▪ Machine tools ▪ Presses Reduced Speed Inspection ▪ Transfer devices ▪ Sensors ▪ Automated assembly Idling & Technical services Minor Stoppages ▪ Grinding ▪ Presses ▪ Seam welding Defects & Rework Production engineering ▪ Raw material ▪ Components ▪ Fuel Startup (Yield) Loss Source: TPM Team Guide, Productivity Press Development Team 9 © Operational Excellence Consulting. All rights reserved.
Breakdown Losses • Largest of the six major equipment losses • Caused by equipment defects which require any kind of repair. Examples: ▪ Tooling failures ▪ Unplanned maintenance ▪ General breakdowns ▪ Equipment failure • Losses consist of downtime with labor and spare parts required to fix the equipment • Magnitude is measured by downtime 10 © Operational Excellence Consulting. All rights reserved.
Minor Stoppage Losses • Caused by events such as machine halting, jamming, idling, misfeeds, blocked sensors, etc. • Generally, these losses cannot be recorded automatically without suitable instruments • Formula: Losses = 100% - Performance Rate • Many companies regard such minor stoppages as breakdowns in order to emphasize their importance, even though no damage has occurred to the equipment 11 © Operational Excellence Consulting. All rights reserved.
Approaches for Eliminating Minor Stoppages Steps Hints 1. Get a clear idea of the loss Take a closer look at the losses from minor stoppages. See if you can express them numerically. 2. Take care of slight abnormalities Slight abnormalities in the product or the processing equipment (ones that may or may not cause trouble) should be looked at one by one and treated as real problems. 3. Analyze the current situation Observe the situation carefully and analyze it. Consider every condition you find, without worrying about how likely it is to cause trouble. 4. Investigate every factor; identify and treat all abnormal conditions Don’t be bound by previous criteria for judging what’s important. Analyze not only the malfunctions but also everything that might be a symptom as a malfunction. 5. Determine optimal conditions Don’t assume that machine or conveyor parts and units are currently attached and assembled in the most appropriate ways. Source: Focused Equipment Improvement for TPM Teams, by JIPM 12 © Operational Excellence Consulting. All rights reserved.
Steps for Dealing with Speed Loss •Types of breakdowns and their handling •Shifts in the defect rate •Time series-type speed shift •Failure records •Defect records •Cycle diagram •Vibration •Current value •Static precision Investigate the current state Investigate past problems Investigate the equipment idle time Compare the specifications and the current state •Design specifications •Ideal Values Investigate the process principles •Problems with the principles •Machining conditions Pinpoint the problem areas •Restore •Get rid of slight abnormalities •Modify equipment as needed to maintain conditions Take measures against the problem areas Confirm the results •Manual for daily inspection standards •Manual for periodic inspection standards Maintain optimal conditions Source: Focused Equipment Improvement for TPM Teams, by JIPM 13 © Operational Excellence Consulting. All rights reserved.
Quality Defect & Rework Losses • Caused by off-specification or defective products ▪ Rework ▪ Scrap • Losses consist of labor required to rework the products and the cost of the material to be scrapped • Measured by the ratio of quality products to total production • Sometimes designated as “quality defects in process” in order to distinguish from defective products during start-up and adjustment operations 14 © Operational Excellence Consulting. All rights reserved.
Ideas for Reducing Chronic Defects Ideas for Reducing Chronic Defects Look beyond the obvious • • Don’t worry too much about what has the most influence Think systematically and take measures against every abnormality Review all factors carefully Think systematically about the form the defects took to understand what the factors are Give all the possible reason for them • • Take abnormal conditions seriously Quantify the abnormality Use the inspection technology for your equipment to find signs of abnormal conditions • • Clarify the relationship between equipment and quality factors Determine the proper condition for each component to produce a quality result Manage the components according to those principles • • Monitor changes in the factors that need to be managed Understand changes over time through examination, measurement, and spot checks Determine treatment thresholds • • Source: Focused Equipment Improvement for TPM Teams, by JIPM 15 © Operational Excellence Consulting. All rights reserved.
Strategies for Zero Breakdowns • Restore equipment • Maintain basic equipment conditions • Adhere to standard operating procedures • Improve operator maintenance skills • Don’t stop at quick fixes • Correct design weaknesses • Study breakdowns relentlessly 16 © Operational Excellence Consulting. All rights reserved.
Measuring OEE Collecting OEE Data Processing OEE Data Reporting OEE Results • Define what to measure • The OEE calculation • Share OEE results • Make data collection simple • Storing OEE data • Use charts for visual impact 17 © Operational Excellence Consulting. All rights reserved.
1. Collecting OEE Data • Make data collection simple ▪ The purpose of tracking OEE is not to make extra paperwork for operators ▪ Most likely you are already a lot of the data required for the OEE calculation ▪ One well-designed form can make it easy to log the OEE data as well as other data you need to register during daily production 18 © Operational Excellence Consulting. All rights reserved.
2. Processing OEE Data OEE = Availability X Performance X Quality Availability = Operating Time / Planned Production Time Performance = (Ideal Cycle Time x Total Pieces) / Operating Time Quality = Good Pieces / Total Pieces 19 © Operational Excellence Consulting. All rights reserved.
3. Reporting OEE Results • Sharing OEE information is critical for reducing equipment- related losses • Operators – the people who are closest to the equipment – need to be aware of OEE results • Reporting OEE information on charts in the workplace is key to improving future results 20 © Operational Excellence Consulting. All rights reserved.
Discussion Questions on OEE 1. Is it practical to use OEE as a regular measurable? 2. Should OEE number be as high as possible? 3. Is it possible to have OEE higher than 100%? 4. Should you deduct certain periods (e.g. meetings, planned maintenance) when counting available time? 21 © Operational Excellence Consulting. All rights reserved.
Improving OEE • We measure OEE to monitor the condition of the equipment • The purpose of measuring OEE is to drive improvement • Sustained improvement requires a dedicated approach, with management support 22 © Operational Excellence Consulting. All rights reserved.
Improvement Goals for the 6 Big Losses Type of Loss Goal Explanation 1. Breakdowns 0 Should be zero for all equipment As short as possible; less than 10 mins with zero adjustments 2. Setups and adjustments minimize Should match or – with improvements – exceed equipment specifications 3. Reduced speed 0 4. Minor stoppages 0 Should be zero for all equipment Extent may vary, but goal should be expressed in parts per million (ppm) 5. Defects and rework 0 6. Startup loss minimize Source: TPM for Every Operator, Productivity Press Development Team 23 © Operational Excellence Consulting. All rights reserved.
Approaches to Improving OEE 1. 5 Why Analysis 2. Autonomous Maintenance 3. Focused Equipment & Process Improvement 4. Quick Changeover 5. Poka Yoke (Mistake-Proofing) 6. P-M Analysis 24 © Operational Excellence Consulting. All rights reserved.
5 Whys Analysis – Example 1 Why? Answer Why is there oil on the floor? Oil leaks from the cylinder rod when activated. 1 2 Why did oil leak? The O-ring was cut. 3 Why was the O-ring cut? The rod was flawed. 4 Why was the rod flawed? Dirt in the oil abrades the rod. There are holes and gaps on the upper plate of the tank. 5 Why did dirt get in the oil? Source: OEE for Operators, Productivity Press Development Team 25 © Operational Excellence Consulting. All rights reserved.
The Three Stages of SMED Before SMED Stage 2 Stage 3 Stage 1 Internal and external setup not differentiated Convert internal setup to external setup Streamline all aspects of setup Separate internal & external setup 26 © Operational Excellence Consulting. All rights reserved.
Focused Improvement Improving OEE through Kaizen Event 1. Set TPM Targets 6. Report Results & Recognize Team 2. Form a Team & Collect Data 3. Analyze Breakdowns & Suggest Improvements 5. Achieve & Verify Targets 4. Track & Record Performance Source: TPM Team Guide, Productivity Press Development Team 27 © Operational Excellence Consulting. All rights reserved.
The 8 Steps of P-M Analysis 1 Clarify the Phenomenon 2 Conduct a Physical Analysis 3 Identify Constituent Conditions 4 Study 4Ms for Causal Factors 5 Establish Optimal Conditions (Standard Values) 6 Survey Causal Factors for Abnormalities 7 Determine Abnormalities to be Addressed 8 Propose and Make Improvements Source: Based on Kunio, et al. 28 © Operational Excellence Consulting. All rights reserved.
How to Sustain TPM & OEE • Engaging employees • Aim for early success • Providing active leadership • Share success stories • Rewards and recognition • Continuously improve OEE • Evolving the TPM initiative over time and integration with Lean 29 © Operational Excellence Consulting. All rights reserved.
TRANSPARENT.png facebook.png linkedin.png pinterest.png twitter.png Operational Excellence Consulting is a management training and consulting firm that assists organizations in improving business performance and effectiveness. Based in Singapore, the firm’s mission is to create business value for organizations through innovative design and operational excellence management training and consulting solutions. For more information, please visit www.oeconsulting.com.sg 30 © Operational Excellence Consulting. All rights reserved.